Системи за пламъчно метализиране
Технически консултантски наръчник за инженери, мениджъри по снабдяване и оперативни мениджъри


Системи за металиране с пламък като стратегически избор в рамките на технологията за термично напластяване
В индустрията за термично напластяване системите за металиране с пламък остават една от най-широко прилаганите форми на термични покрития. Тяхната продължаваща значимост се определя от здравината, рентабилността и способността да се адаптират към широк диапазон от индустриални приложения. Въпреки че технологията за напластяване с пламък е добре установена, изборът на система все още изисква внимателна преценка. Изборът на оборудване за термично напластяване оказва пряко въздействие върху качеството на покритието, устойчивостта на корозия, устойчивостта на износване, последователността на дебелината на покритието и общата експлоатационна ефективност.
Металирането с пламък се позиционира в по-широка група процеси за термично напластяване, които включват и дъгово напластяване, напластяване с телена дъга, плазмено напластяване, студено напластяване и процес с високоскоростно окси-гориво (HVOF). Всеки процес се различава по топлинен вход, процесни параметри, форма на подаващия материал (тел или прах) и характеристиките на покритието, които могат да бъдат постигнати.
Например процесът на дъгово напластяване използва електрическа дъга, генерирана между два консумативни електрода от тел. Дъгата стопява теления подаващ материал, а разтопеният материал се атомизира и нанася върху повърхността. Това прави дъговото напластяване просто и рентабилно решение за покритие на големи повърхности, но с различни свойства на покритието в сравнение със системите за напластяване с пламък.
В по-широкия спектър на технологиите за термично напластяване тези процеси се ценят заради своята адаптивност. Термичните покрития могат да бъдат произведени от много материали, включително метали, керамики и композитни материали, което позволява на инженерите да адаптират повърхностни свойства като устойчивост на корозия, устойчивост на износване или топлоизолация към специфичните експлоатационни условия.
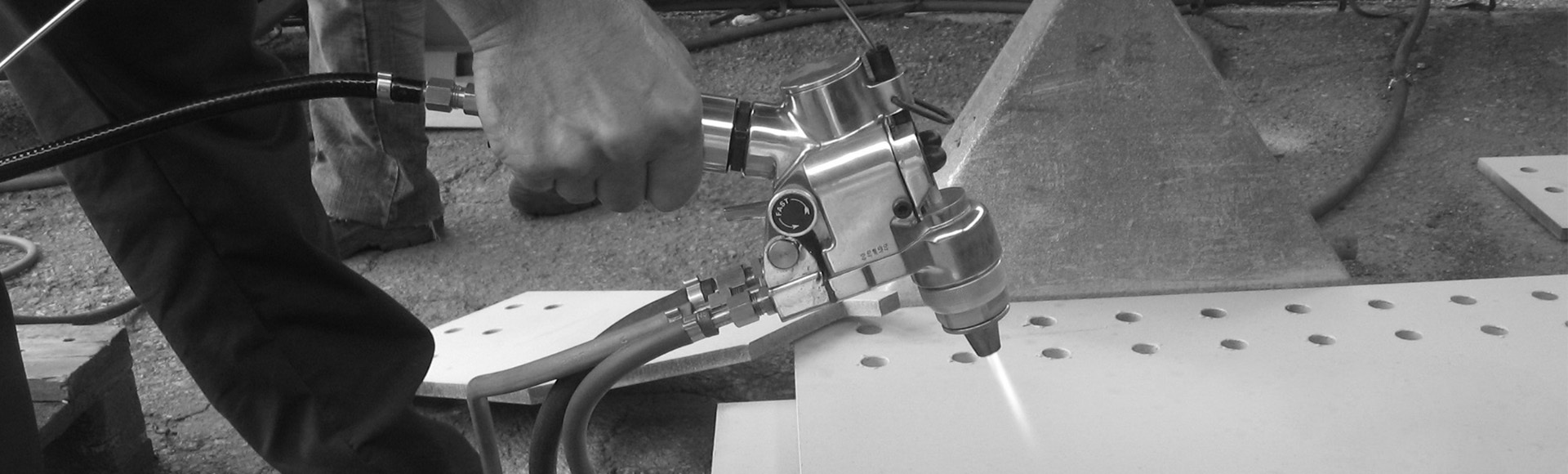
Това ръководство е фокусирано изключително върху системите за метализация с пламък със захранване с тел. При този процес на напластяване металната телова добавка се разтопява в окси-горивен пламък, атомизира се от газов поток — обикновено чрез използване на компресиран въздух — и се проектира към подготвената повърхност под формата на разтопени капчици. Нанесеното покритие се формира чрез бързата солидификация на разтопените частици върху субстрата. За сравнение, някои други процеси за термично напластяване, като плазменото напластяване, работят при много по-високи температури, което значително влияе върху адхезията и микроструктурата на покритието.
Minex действа като дистрибутор на оборудване и партньор за технически консултации, подпомагайки клиентите при избора на подходящи системи за пламъчно напластяване и конфигурации, базирани на реалните изисквания на приложението.
Определяне на индустриалната цел преди определяне на процеса на покритие
В практическата индустриална употреба процесът на пламъчно напластяване трябва да бъде избран въз основа на доминиращата оперативна цел, а не само според наличността на материал за покритие.
В различните индустрии приложенията на пламъчна метализация обикновено попадат в две отделни категории, всяка от които поставя различни изисквания към спрей системите, конфигурацията на пистолета, избора на горивен газ и контрола на дебелината на покритието.
Антикорозионна защита срещу инженерни ремонти и възстановяване
При антикорозионните приложения процесът на нанасяне на покритие се използва основно за осигуряване на устойчивост на корозия и галванична защита на стоманени конструкции, работещи в тежки среди. Обикновено се избират цинкови и алуминиеви покрития, тъй като действат като жертвени слоеве, които защитават основата, като същевременно поддържат надеждна производителност при агресивни атмосферни и морски условия.
Типични приложения включват мостове, офшорни платформи, корабни корпуси, резервоари, съдове, огради, порти и големи конструктивни стоманени елементи. При тези проекти основните приоритети са високата скорост на отлагане, равномерната дебелина на покритието и рентабилността при големи повърхности, където производителността и последователността влияят пряко върху икономиката на проекта.
За разлика от това, инженерните приложения за ремонт и възстановяване са насочени към възстановяване на износени или повредени компоненти до напълно функционално състояние. Често срещани примери включват валове, легла за лагери, уплътнителни повърхности и механични интерфейси, засегнати от износване или корозия. Тези приложения изискват по-строг контрол върху топлинния вход, здравината на свързване, формата на покритието и повърхностния финиш, тъй като точността на размерите и целостта на покритието са критични.
В този контекст пламъчната метализация се прилага като процес за нанасяне на функционални покрития, подпомагащ механичната производителност и удължаването на експлоатационния живот, а не като решение, служещо единствено за защита от корозия.
Съвместимост на изходния материал и ограничения на материала за покритие
След като типът на приложението е определен, съвместимостта на изходния материал се превръща в основно техническо ограничение при избора на системи за пламъчна метализация. Материалът на покритието, неговата точка на топене и поведението му в процеса на пръскане пряко определят дали дадена система може да осигури последователно качество на покритието при реални експлоатационни условия.
За защита от корозия стандартно се използват телови материали от цинк и алуминий. Тези метали имат температури на топене, които са добре пригодени за високопроизводителни системи за телово пламъчно пръскане, позволявайки ефективно топене и стабилно нанасяне без деградация на материала. Техните термични характеристики също така осигуряват надеждна галванична защита, при условие че нанесеното покритие достига специфицираната дебелина по цялата повърхност.
Инженерните ремонтни и възстановителни приложения налагат по-високи изисквания към материалите. Стоманите, бронзите, медните сплави и молибденът изискват по-високи температури на пламъка и по-прецизен контрол на стопения материал по време на нанасяне. Молибденът, в частност, се използва широко както като мек междинен слой, така и като твърдо, износоустойчиво покритие. Неговото нанасяне изисква системи с ацетиленов пламък, способни да осигурят стабилни стопени частици и постоянна якост на сцепление.
Някои системи за пламъчно метализиране поддържат и керамични покрития, които се нанасят чрез керамични пръти вместо чрез прахови частици. Тези керамични покрития обикновено се избират за устойчивост на износване, топлоизолация или специализирани повърхностни свойства. Пламъчните системи по правило не се използват за високотехнологични топлинни бариерни покрития, които по‑често се нанасят чрез плазмено напръскване или HVOF. Въпреки това, керамичните пръти остават валидно решение за определени приложения на пламъчното напластяване, когато са необходими контролиран топлинен вход и целеви свойства на покритието.
Скорост на депониране, топлинен вход и контрол на дебелината на покритието
Скоростта на депониране трябва винаги да се оценява във връзка с топлинния вход, дебелината на покритието и топлинната чувствителност на субстрата. При пламъчно метализиране повишаването на производителността чрез по‑високи скорости на пръскане трябва да бъде балансирано спрямо въздействието им върху качеството на покритието и целостта на компонента.
При големи инфраструктурни и морски проекти пропановите системи за пламъчно напластяване могат да постигнат скорости на нанасяне на цинк до 50 kg/ч, позволявайки бързо покриване на обширни повърхности. При тези приложения недостатъчната скорост на пръскане директно увеличава работното време, удължава престоя на обекта и повишава общата стойност на проекта.
В същото време по-високите скорости на нанасяне неизбежно водят до увеличен топлопренос към повърхността. При инженерни ремонти и възстановителни приложения прекомерната топлина може да повлияе неблагоприятно на основния материал, да предизвика деформации или да компрометира качеството на покритието. По-ниските скорости на нанасяне — обикновено до 6 kg/ч — позволяват контролиран растеж на необходимата типична дебелина на покритието, като същевременно поддържат приемлива здравина на свързване и минимизират термичните деформации. Работата при по-ниски температури допълнително подобрява ефективността на покривния процес чрез намаляване на окислението и други ефекти, свързани с топлината.
Правилният избор на система гарантира, че процесът на покритие осигурява необходимата дебелина и експлоатационни характеристики, без да надвишава допустимите граници на топлинен вход за обработвания компонент.
Подготовка на повърхността и здравина на свързване: осигуряване на работните характеристики на покритието
След като скоростта на нанасяне, топлинният принос и дебелината на покритието са правилно съобразени с приложението, подготовката на повърхността се превръща в следващия решаващ фактор за работните характеристики на покритието. Независимо от избраната система за пламъчна метализация, дълготрайността и надеждността на покритието зависят фундаментално от якостта на свързване, постигната между покритието и основния материал.
Преди да започне процесът на термично напластяване, повърхността на субстрата трябва да бъде щателно подготвена. Това обикновено включва бластиране, шлайфане или прецизна механична обработка, в зависимост от геометрията на компонента и изискванията при експлоатация. Целта е двустранна: да се отстранят замърсителите, които могат да попречат на адхезията, и да се създаде контролиран профил на повърхността, който позволява ефективно механично закотвяне на стопения материал на покритието по време на нанасяне.
Правилно подготвената повърхност пряко подпомага постигането на постоянна якост на свързване и намалява риска от отказ на покритието по време на експлоатация. Тя също така позволява покритието да издържа по-добре на сурови среди, термични цикли и механични натоварвания. Фактори като ъгъл на пръскане, температура на субстрата и типичната дебелина на покритието по време на нанасяне допълнително влияят върху крайната адхезия и интегритета на покритието, което прави подготовката на повърхността неразделна част от общия процесен контрол.
Когато тези параметри се управляват правилно, системите за пламъчна метализация могат да осигурят покрития, които отговарят на строгите експлоатационни изисквания с предвидима производителност. Поради тази причина инвестицията в подготовка на повърхността трябва да се разглежда не като подготвителна стъпка, а като неразделна част от постигането на висококачествени, дълготрайни покрития в индустриални приложения.
Експлоатационна среда, мобилност и логистика на сгъстения въздух
Експлоатационната среда силно влияе върху пригодността на системите за пламъчна метализация. Система, която работи добре от техническа гледна точка, все пак може да бъде неефективна — или непрактична — ако не е съобразена с условията на обекта и изискванията на работния поток.
В работилнични условия доставката на сгъстен въздух, достъпът до горивен газ и позиционирането на компонентите обикновено са стабилни и добре контролирани. При тези условия мобилността на системата и разстоянието на подаване са по-малко критични. За разлика от това, в големи индустриални обекти като корабостроителници, рафинерии или офшорни инсталации, експлоатационните ограничения се променят значително. Операторите може да се наложи да работят далеч от газовите бутилки и източниците на въздух, което прави удълженият работен обхват от съществено значение. Спрей системите, съвместими с разширени пакети за подаване, позволяват безопасна и ефективна работа на разстояния 50–60 метра, намалявайки престоя и подобрявайки логистиката на обекта.
Функцията за спиране и пускане в рамките на процеса на пръскане е друго важно оперативно съображение. По време на нанасяне операторите често спират пръскането, за да инспектират формата на покритието, да коригират параметрите на процеса или да пренастроят пръскателната горелка. Системите, които позволяват работа със спиране и пускане без изгасване на пламъка, намаляват разхода на горивен газ, ограничават износването на пистолета за пръскане и подобряват цялостната ефективност на работния процес — особено при сложни или мащабни проекти.
Избор на горивен газ и оперативни ограничения
Изборът на горивен газ оказва пряко влияние върху съвместимостта с покривния материал, ефективността на депозиране и оперативната гъвкавост. Следователно трябва да се разглежда както като техническо, така и като логистично решение още в ранните етапи на процеса на избор на система.
Пропан обикновено се използва за високоскоростни антикорозионни покрития поради неговата пригодност за непрекъсната работа и благоприятния му ценови профил при високи скорости на депозиране. Той е добре съобразен с мащабни проекти за защита от корозия, при които продуктивността и последователността са основните цели.
Ацетиленът, за разлика от това, е необходим за инженерни покрития, включващи стомани, бронзи и молибден, където са необходими по-високи температури на пламъка, за да се стопи правилно теловият материал и да се постигнат стабилни разтопени частици. Въпреки че системите, базирани на ацетилен, могат да се използват за антикорозионни покрития, ако пропан не е наличен, това обикновено се постига при по-ниски скорости на отлагане, с последици за производителността.
Наличието на гориво на обекта следователно се превръща както в техническо ограничение, така и в логистично съображение, особено в отдалечени локации или регулирани среди, и трябва да бъде взето предвид в стратегията за избор още от самото начало.
Геометрия на компонента и достъп за покритие при сложни форми
Отвъд материалите и условията на работа, геометрията на компонента играе критична роля при определяне на качеството и консистентността на покритието.
Простите, отворени повърхности позволяват лесен достъп за пръскане и равномерно натрупване на покритието. Въпреки това сложните форми — като зоните между тръби, зад конзоли или в рамките на структурни възли — създават предизвикателства в достъпа, които пряко влияят върху целостта на покритието. В тези случаи често са необходими отклонени удължители за пръскачката, за да се постигне правилният ъгъл на пръскане и да се осигури подходящият удар на разтопените капки върху повърхността.
По-големите открити площи се възползват от конфигурации с дифузор, които оптимизират покриването и ефективността на отлагане, докато детайлните или ограничени компоненти обикновено изискват конфигурации без дифузор, за да се запази прецизният контрол върху формата и дебелината на покритието.
Изборът на система за пламъчна метализация, която е съвместима с тези опции за конфигурация, гарантира, че геометрията не се превръща в ограничаващ фактор, позволявайки постигането на равномерно качество на покритието както при прости, така и при сложни компоненти.
Устойчивост на износване и керамични покрития: гранични условия за избор на система за пламъчна метализация
В някои инженерни приложения устойчивостта на износване се превръща в основен фактор за производителност, особено когато компонентите са подложени на абразия, ерозия или продължителен плъзгащ контакт. В рамките на този наръчник тези изисквания обикновено възникват при възстановителни дейности, функционален ремонт или проекти за удължаване на експлоатационния срок, а не при първични антикорозионни приложения.
От гледна точка на избора на система, пламъчната метализация остава приложима за много случаи, свързани с износване, особено когато металните и сплавните покрития са достатъчни за справяне с преобладаващия механизъм на износване. В тези ситуации пригодността на пламъчната система се определя по-малко от общите ѝ способности за покритие и повече от способността ѝ да осигурява повторяеми резултати по отношение на устойчивост на износване в рамките на практическите експлоатационни ограничения.
Някои системи за пламъчна метализация също позволяват нанасяне на керамични покрития чрез използване на керамични пръти, което може да повиши твърдостта на повърхността или да подобри устойчивостта към специфични режими на износване. Тези решения са приложими там, където изискванията за износоустойчивост са повишени, но все още съвместими с термичните характеристики и характеристиките на нанасяне при пламъчно пръскане.
Където условията на износване надвишават тези ограничения — например при случаи, включващи екстремна абразия, високи температури на повърхността или силно ударно въздействие на частици — могат да бъдат оценени алтернативни технологии за термично пръскане. Процеси като плазмено пръскане, високоскоростно окси-горивно пръскане (HVOF) или студено пръскане позволяват използване на напреднали керамични и карбидни материали, но изискват различно оборудване, различен контрол на процеса и различна обосновка на разходите. Техният избор представлява промяна на технологията, а не постепенно усъвършенстване на пламъчната метализация.
За инженерите и екипите по снабдяване основният въпрос не е дали съществуват износоустойчиви покрития, а дали механизмът на износване може да бъде ефективно управляван в рамките на работния диапазон на система за пламъчна метализация. Когато това е възможно, пламъчната метализация предлага балансирано решение по отношение на производителност, оперативна гъвкавост и разходи. Когато не е възможно, преминаването към алтернативни процеси за термично напластяване се превръща в оправдано и целенасочено инженерно решение.
Интегриране на критериите за избор в последователна системна стратегия
Изборът на система за пламъчна метализация изисква балансиране на няколко критерия:
- Съвместимост между покривния материал и материала на добавъчния материал
- Необходима скорост на депозиране и дебелина на покритието
- Толеранс на субстрата към топлинен принос
- Наличност на горивен газ
- Оперативна среда и мобилност
- Геометрия на компонента и достъп до повърхността
Нито една система за напластяване не оптимизира всички критерии едновременно. Правилният избор подравнява възможностите на системата с доминиращото оперативно изискване и подобрява общата стабилност на процеса.
Системи за пламъчна метализация – Преглед, базиран на приложения, на оборудването, налично в Minex Group
Minex дистрибутира системи за метализиране с пламък, проектирани да покриват най-често срещаните индустриални приложения в индустрията за термично напластяване.
| Система | Оптимален сектор | Основни приложения | Оперативни предимства | Технически характеристики |
| MK61-FS (Система с пламъчно нанасяне на тел) | Производство, морски ремонти, рекламация, специализирано инженерство | Рекламиране на валове и компоненти, възстановяване на лагери и уплътнителни повърхности, молибденови свързващи и твърди покрития, нанасяне на керамични пръти, матрици и мелнични компоненти | Голяма гъвкавост на материалите, контролиран топлинен вход, прецизно изграждане на покритието, подходяща за износоустойчиви покрития | Кислород–ацетиленово гориво, макс. производителност ~6 kg/hr, диаметри на тел 1.5–4.76 mm, самостоятелен или стенен контролен панел |
| MK73-FS (Система с пламъчно нанасяне на тел) | Инфраструктура, енергетика, морски сектор, корозивни среди | Мостове, офшорни платформи, корпуси на кораби, резервоари, съдове, големи стоманени конструкции | Много високи скорости на нанасяне, голям работен обхват, функция старт/стоп подобрява продуктивността на обекта | Кислород–пропаново гориво, до 50 kg/hr (цинк) и 12.5 kg/hr (алуминий), съвместима с отклонени удължители за пръскане |
Насоки за снабдяване и експлоатация
От гледна точка на снабдяването, правилният избор е спрей системата, която осигурява необходимата ефективност на покритието при реални експлоатационни условия.
- MK61-FS е подходяща там, където доминират инженерни ремонти, устойчивост на износване, контролиран топлинен вход и гъвкавост на материалите.
- MK73-FS е подходяща там, където основните фактори са защита от корозия, висок капацитет и продуктивност на обекта в голям мащаб.
Правилното подравняване намалява оперативния риск и подобрява дългосрочната рентабилност.
Практически контролен списък за избор и вземане на решения
Изборът на най-подходящата система за термично напрашване за вашето приложение включва структурирана оценка на множество фактори. Следният контролен списък предоставя практическа рамка за насочване на процеса на вземане на решения и гарантира, че избраното покритие осигурява необходимата ефективност и издръжливост:
- Цел на покритието: Определете дали основната цел е устойчивост на износване, устойчивост на корозия, топлоизолация или електропроводимост.
- Материал на основата: Идентифицирайте базовия материал — метал, керамика или полимер — за да осигурите съвместимост с избрания процес на покритие.
- Подготовка на повърхността: Посочете необходимия метод, като дробоструене, шлифоване или механична обработка, за постигане на оптимална якост на свързване.
- Дебелина на покритието: Определете типичната необходима дебелина на покритието за вашето приложение, която обикновено варира от 0.1 до 10 mm.
- Материал на покритието: Изберете между керамични, метални или полимерни покрития в зависимост от желаните свойства и средата на приложение.
- Процес на термично напластяване: Изберете най-подходящия процес — плазмено напластяване, HVOF, студено напластяване или напластяване с електродъга от тел — въз основа на изискванията за материал и производителност.
- Параметри на процеса: Контролирайте ключови променливи като ъгъл на пръскане, температура на субстрата и дебелина на покритието, за да оптимизирате качеството на покритието.
- Разходи и наличност: Вземете предвид разходите за материали и оборудване, както и наличието на квалифицирани оператори и консумативи.
Чрез систематичното разглеждане на всеки от тези критерии можете уверено да изберете решение за термично напластяване, което отговаря на вашите оперативни нужди, максимизира качеството на покритието и осигурява дългосрочна надеждност в широк спектър от индустриални приложения.
Когато техническата консултация предотвратява неефективности
Проекти, които включват смесени изисквания за покрития, сложни форми или ограничена наличност на горивен газ, се възползват от ранна техническа консултация.
Minex подпомага клиентите чрез съгласуване на системите за пламъчна метализация с реалните ограничения на приложението, като осигурява качество на покритието, устойчивост на корозия и износоустойчивост без ненужни компромиси.
Техническите експерти на Minex са на разположение за подпомагане при избора и конфигурирането на система за специфични приложения на пламъчна метализация.
Често задавани въпроси
Изборът на горивен газ се определя основно от изискванията към покривния материал и целите за производителност, а не от предпочитанията на оператора.
Пропан е индустриалният стандарт за високoобемни антикорозионни приложения с цинк или алуминий. Въпреки че температурата на пламъка му е по-ниска от тази на ацетилена, пропанът осигурява висок енергиен добив на кубичен фут, което го прави подходящ за ефективно и икономично разтопяване на големи количества проводник с ниска температура на топене.
Ацетиленът, за разлика от това, е необходим за инженерни и възстановителни приложения, включващи стомани, бронзи и молибден. Неговият по-горещ и по-концентриран пламък е необходим за пълното разтопяване на по-твърдите сплави, за получаване на стабилни разтопени частици и за постигане на необходимата якост на свързване при функционални покрития. Въпреки че ацетиленът може да се използва за антикорозионни работи, когато пропан не е наличен, това обикновено става с по-ниски скорости на нанасяне.
На практика изборът на горивен газ отразява дали основната цел е покривност и продуктивност или материална универсалност и ефективност на покритието.
Дъгoвото напрашаване често се избира заради високите скорости на нанасяне върху големи повърхности, но пламъчното метализиране остава предпочитан избор в няколко често срещани ситуации.
Пламъчният спрей осигурява по-голям контрол върху топлинния вход, което е критично при работа с чувствителни към топлина основи или тънкостенни компоненти, при които деформацията трябва да се избегне. Той също така поддържа по-широк диапазон от покривни материали, включително молибден и керамични пръти, които не могат да бъдат нанасяни чрез конвенционално дъгово напрашаване с тел.
Освен това пламъчните покрития обикновено имат по-фина и по-равномерна микроструктура в сравнение с тези, получени чрез високоскоростни дъгови процеси. Когато плътността на покритието, качеството на свързване или гъвкавостта на материала са по-важни от максималната скорост на нанасяне, пламъчното метализиране често е по-подходящият избор.
Въпреки че системите за пламъчно метализиране технически могат да изграждат покрития с дебелина няколко милиметра, икономически ефективният и механично надеждният диапазон обикновено е много по-нисък.
За повечето индустриални приложения типичната функционална дебелина на покритието е между 0.1 mm и 0.5 mm. При антикорозионни приложения дебелина от 150–300 микрона се счита за оптимален баланс между дълготрайна защита и ефективност на материала.
При възстановяване и възстановяване на размери може да се нанасят по-дебели покрития. Въпреки това, с увеличаване на дебелината вътрешните напрежения също се увеличават. Без прецизен контрол на якостта на свързване, топлинния вход и охлаждането на основата прекомерната дебелина може да доведе до напукване или отслояване. Затова дебелината трябва да се определя според функцията, а не според теоретичната способност за натрупване.
Въпреки че някои системи за пламъчно метализиране предлагат известна универсалност, използването на една система и за двата крайни типа приложения рядко е ефективно на практика.
Системите с висок дебит, предназначени за инфраструктурни дейности — като мащабно нанасяне на цинк — са оптимизирани за максимална покривност чрез използване на проводници с по-голям диаметър. Прилагането на същата конфигурация за прецизни инженерни ремонти обикновено води до прекомерно странично разпръскване, намален контрол и ненужен разход на материал.
Инженерните и възстановителните дейности се възползват от системи, проектирани за по-малки диаметри проводник и по-фин контрол на топлината, позволявайки точно нарастване на покритието върху функционални повърхности. От оперативна гледна точка специализираните системи, съобразени с типа приложение, осигуряват по-добра производителност и по-ниска обща цена в сравнение с компромисния подход „една система за всичко“.
При теренни антикорозионни проекти — особено в офшорни условия или върху големи инфраструктурни обекти — операторите често прекарват значителна част от времето си в преместване, проверка на дебелината на покритието или преодоляване на ограничения в достъпа.
Стандартните системи изискват или поддържане на пламъка включен по време на паузи, което води до разход на газ и тел, или изключване и повторно запалване на системата, което причинява престой и нужда от рекалибриране. Системите с функция stop/start позволяват на операторите да прекъсват пръскането незабавно без изгасване на пламъка.
На практика това може да намали разхода на горивен газ с 15–20% и значително да ограничи риска от дефекти при запалване, когато началният изблик на спрей не е напълно атомизиран. При продължителни големи проекти това оказва измеримо влияние върху разходите и консистентността на покритието.
Молибденът често се използва като свързващ слой, защото проявява самосвързващи характеристики. За разлика от повечето метали, които разчитат единствено на механично анкериране, създадено чрез грапавяване на повърхността, молибденът претърпява ограничено химично взаимодействие със стоманени основи при повишени температури.
Това взаимодействие осигурява изключително висока якост на свързване, което прави молибдена ефективен междинен слой за последващи покрития. В приложения, при които адхезията е критична — като твърди износоустойчиви покрития върху гладки или високоякостни основи — молибденът действа като структурен „свързващ слой“.
При работа на големи разстояния стабилността на налягането се превръща в основното предизвикателство за качеството на покритието. Спадането на налягането в газовите и въздушните линии може да доведе до нестабилност на пламъка, лоша атомизация и окисляване на покривния материал.
Поддържането на консистентност изисква използването на регулатори с висок дебит и усилени маркучи, специално оразмерени за големи разстояния. Също толкова важен е и дизайнът на системата. Системите за пламъчно метализиране, оборудвани с контролни конзоли, способни да компенсират забавянето при подаване на газ, помагат да се осигури стехиометричен пламък при дюзата, дори при променливи условия на обекта.
Правилното управление на тези фактори позволява поддържане на високо качество на покритието, дори в взискателни теренни среди.