Sistemi za plamenu metalizaciju
Tehnički konsultantski vodič za inženjere, nabavke i operativne menadžere


Sistemi za metalizaciju plamenom kao strateški izbor u okviru tehnologije termičkog naprašivanja
U industriji termičkog naprašivanja, sistemi za metalizaciju plamenom ostaju jedna od najšire primenjenih formi termičkih zaštitnih premaza. Njihova stalna relevantnost proizilazi iz robusnosti, isplativosti i sposobnosti prilagođavanja širokom spektru industrijskih primena. Iako je tehnologija naprašivanja plamenom dobro uspostavljena, izbor sistema i dalje zahteva pažljivo razmatranje. Izbor opreme za termičko naprašivanje direktno utiče na kvalitet premaza, otpornost na koroziju, otpornost na habanje, doslednost debljine premaza i ukupne performanse u radu.
Metalizacija plamenom spada u širu grupu procesa termičkog naprašivanja, koja takođe uključuje naprašivanje električnim lukom, naprašivanje žičnim lukom, plazma naprašivanje, hladno naprašivanje i naprašivanje gorivo–kiseonik velikom brzinom (HVOF). Svaki proces se razlikuje u termičkom unosu, procesnim parametrima, obliku dodatnog materijala (žica ili prah) i karakteristikama premaza koje se mogu postići.
Na primer, proces naprašivanja električnim lukom koristi električni luk generisan između dve potrošne žičane elektrode. Luk topi žičani dodatni materijal, a istopljeni materijal se atomizuje i nanosi na podlogu. Ovo čini naprašivanje električnim lukom jednostavnim i ekonomičnim rešenjem za premazivanje velikih površina, ali sa drugačijim svojstvima premaza u poređenju sa sistemima za naprašivanje plamenom.
U širem okruženju tehnologija termičkog naprašivanja, ovi procesi cene se zbog svoje prilagodljivosti. Termički sprej premazi mogu se izrađivati od mnogih materijala, uključujući metale, keramiku i kompozitne materijale, što omogućava inženjerima da prilagode svojstva površine, kao što su otpornost na koroziju, otpornost na habanje ili termoizolacija, specifičnim uslovima rada.
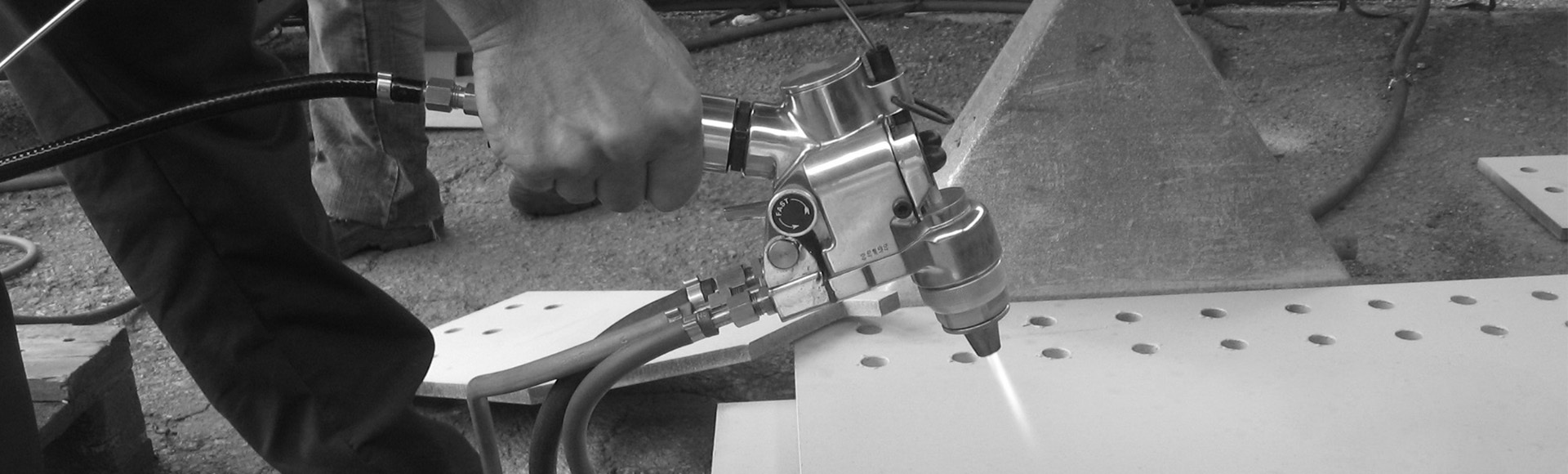
Ovaj vodič fokusira se isključivo na sisteme žičane plamene metalizacije. U ovom procesu naprašivanja, metalna žica kao dodajni materijal topi se u oksigornoj plameni, atomizuje gasnim mlazom — obično komprimovanim vazduhom — i usmerava ka pripremljenoj površini u vidu rastopljenih kapljica. Naneti premaz formira se brzom solidifikacijom rastopljenih čestica na supstratu. Za poređenje, neki drugi procesi termičkog naprašivanja, kao što je plazma sprej, rade na mnogo višim temperaturama, što značajno utiče na adheziju premaza i mikrostrukturu.
Minex nastupa kao distributer opreme i tehnički konsultantski partner, podržavajući kupce u izboru odgovarajućih sistema za plameno naprašivanje i konfiguracija, na osnovu stvarnih zahteva primene.
Definisanje industrijskog cilja pre definisanja procesa nanošenja premaza
U praktičnoj industrijskoj upotrebi, proces plamenog naprašivanja mora se birati na osnovu dominantnog operativnog cilja, a ne samo na osnovu dostupnosti materijala za premaz.
U različitim industrijama, primene metalizacije plamenom generalno spadaju u dve različite kategorije, od kojih svaka postavlja različite zahteve za sisteme za prskanje, konfiguraciju pištolja za prskanje, izbor gorivog gasa i kontrolu debljine sloja.
Antikorozivna zaštita naspram inženjerskog repariranja i rekonstrukcije
U antikorozivnim primenama, proces nanošenja premaza koristi se pre svega za obezbeđivanje otpornosti na koroziju i galvanske zaštite čeličnih konstrukcija koje rade u teškim uslovima. Premazi od cinka i aluminijuma tipično se biraju jer deluju kao žrtveni slojevi, štiteći osnovni materijal i obezbeđujući pouzdane performanse u agresivnim atmosferskim i morskim uslovima.
Tipične primene uključuju mostove, offshore platforme, brodske trupove, rezervoare, posude, ograde, kapije i velike komponente od konstrukcionog čelika. U ovim projektima, ključni prioriteti su visoke stope nanošenja, ujednačena debljina sloja i isplativost na velikim površinama, gde produktivnost i konzistentnost direktno utiču na ekonomičnost projekta.
Nasuprot tome, inženjerske aplikacije popravke i rekonstrukcije usmerene su na vraćanje istrošenih ili oštećenih komponenti u potpuno funkcionalno stanje. Uobičajeni primeri uključuju vratila, ležišta ležajeva, zaptivne površine i mehaničke interfejse pogođene habanjem ili korozijom. Ove aplikacije zahtevaju strožu kontrolu toplotnog unosa, čvrstoće veze, oblika prevlake i završne obrade površine, jer su dimenziona tačnost i integritet prevlake kritični.
U tom kontekstu, metalizacija plamenom se primenjuje kao proces funkcionalnog premaza, podržavajući mehaničke performanse i produženje radnog veka, a ne služeći isključivo kao rešenje za zaštitu od korozije.
Kompatibilnost dodatnog materijala i ograničenja materijala za prevlake
Kada je tip primene definisan, kompatibilnost dodatnog materijala postaje primarno tehničko ograničenje u izboru sistema za metalizaciju plamenom. Materijal prevlake, tačka topljenja i ponašanje u procesu prskanja direktno određuju da li određeni sistem može da obezbedi konzistentan kvalitet prevlake u realnim radnim uslovima.
Za zaštitu od korozije standardno se koriste žičani dodaci od cinka i aluminijuma. Ovi metali imaju tačke topljenja koje odgovaraju visokoprotočnim sistemima žičanog plamena, omogućavajući efikasno topljenje i stabilnu depoziciju bez degradacije materijala. Njihove toplotne karakteristike takođe omogućavaju pouzdanu galvansku zaštitu, pod uslovom da naneseni premaz dostigne propisanu debljinu preko cele površine.
Primene u inženjerskim popravkama i rekonstrukciji nameću zahtevnije uslove za materijale. Čelici, bronzane legure, legure bakra i molibden zahtevaju više temperature plamena i precizniju kontrolu rastopljenog materijala tokom nanošenja. Molibden se, posebno, široko koristi ili kao mekani vezni sloj ili kao tvrd, habanju otporan premaz. Njegova primena stoga zahteva plamene sisteme na bazi acetilena, sposobne da proizvedu stabilne rastopljene čestice i konzistentnu jačinu veze.
Neki sistemi za metalizaciju plamenom takođe podržavaju keramičke premaze, koji se nanose keramičkim šipkama umesto čestica praha. Ovi keramički premazi se obično biraju zbog otpornosti na habanje, toplotne izolacije ili specijalizovanih performansi površine. Sistemi sa plamenom se generalno ne koriste za napredne termičke barijerne premaze, koji se češće nanose pomoću plazma raspršivanja ili HVOF. Međutim, keramičke šipke ostaju relevantne za specifične primene raspršivanja plamenom, gde su potrebni kontrolisani toplotni unos i ciljane karakteristike premaza.
Brzina deponovanja, toplotni unos i kontrola debljine premaza
Brzina deponovanja se uvek mora procenjivati u odnosu na toplotni unos, debljinu premaza i toplotnu osetljivost supstrata. U metalizaciji plamenom, poboljšanja produktivnosti postignuta većim brzinama raspršivanja moraju biti uravnotežena sa njihovim uticajem na kvalitet premaza i integritet komponente.
Za velike infrastrukturne i pomorske projekte, sistemi za plamensko naprašivanje na bazi propana mogu postići stope nanošenja cinka do 50 kg/č, što omogućava brzo premazivanje velikih površina. U ovim primjenama, nedovoljna stopa naprašivanja direktno povećava vrijeme rada, produžava zauzetost gradilišta i podiže ukupne troškove projekta.
Istovremeno, veće stope nanošenja neizbježno dovode do povećanog prenosa toplote na površinu. U primjenama inženjerskih popravki i rekonstrukcije, prekomjerna toplota može negativno uticati na podlogu, izazvati deformacije ili narušiti kvalitet premaza. Niže stope nanošenja — obično do 6 kg/č — omogućavaju kontrolisano formiranje potrebne tipične debljine premaza, uz održavanje prihvatljive čvrstoće veze i minimiziranje termičke deformacije. Rad na nižim temperaturama dodatno poboljšava efikasnost nanošenja smanjenjem oksidacije i drugih efekata povezanih sa toplotom.
Pravilan odabir sistema stoga osigurava da proces nanošenja isporučuje zahtijevanu debljinu i performanse bez prekoračenja prihvatljivih granica toplotnog unosa za komponentu koja se tretira.
Priprema površine i čvrstoća veze: obezbjeđenje performansi premaza
Kada su brzina deponovanja, toplotni unos i debljina premaza pravilno usklađeni sa primenom, priprema površine postaje naredni odlučujući faktor u performansama premaza. Bez obzira na odabrani sistem plamene metalizacije, dugotrajnost i pouzdanost premaza u osnovi zavise od jačine vezivanja postignute između premaza i podloge.
Pre početka procesa termičkog nanošenja, površina podloge mora biti temeljno pripremljena. Ovo obično podrazumeva peskiranje, brušenje ili preciznu mašinsku obradu, u zavisnosti od geometrije komponente i zahteva u eksploataciji. Cilj je dvostruk: uklanjanje kontaminanata koji mogu ometati adheziju i stvaranje kontrolisanog profila površine koji omogućava efikasno mehaničko usidravanje istopljenog materijala premaza tokom deponovanja.
Pravilno pripremljena površina direktno podržava konzistentnu jačinu vezivanja i smanjuje rizik od otkaza premaza u radu. Takođe omogućava da premaz bolje izdrži teške uslove okruženja, toplotne cikluse i mehanička opterećenja. Faktori kao što su ugao prskanja, temperatura podloge i tipična debljina premaza tokom nanošenja dodatno utiču na krajnju adheziju i integritet premaza, čineći pripremu površine neodvojivom od ukupne kontrole procesa.
Kada se ovi parametri upravljaju pravilno, sistemi za metalizaciju plamenom mogu isporučiti prevlake koje ispunjavaju zahtevne operativne uslove uz predvidivu performansu. Iz tog razloga, ulaganje u pripremu površine treba posmatrati ne kao preliminarni korak, već kao sastavni deo postizanja visokokvalitetnih, dugotrajnih prevlaka u industrijskim primenama.
Operativno okruženje, mobilnost i logistika komprimovanog vazduha
Operativno okruženje snažno utiče na podobnost sistema za metalizaciju plamenom. Sistem koji tehnički funkcioniše dobro može i dalje biti neefikasan — ili nepraktičan — ako nije usklađen sa uslovima na lokaciji i zahtevima toka rada.
U radioničkim okruženjima snabdevanje komprimovanim vazduhom, pristup gorivom gasu i pozicioniranje komponenti obično su stabilni i dobro kontrolisani. U tim uslovima, mobilnost sistema i udaljenost napajanja su manje kritični. Nasuprot tome, na velikim industrijskim lokacijama kao što su brodogradilišta, rafinerije ili offshore instalacije, operativna ograničenja se značajno menjaju. Operateri mogu morati da rade daleko od boca sa gasom i izvora vazduha, što čini produženi operativni domet neophodnim. Sistemi za prskanje kompatibilni sa proširenim paketima napajanja omogućavaju bezbedan i efikasan rad na udaljenostima od 50–60 metara, smanjujući zastoje i poboljšavajući logistiku na terenu.
Funkcija zaustavljanja/pokretanja tokom procesa prskanja predstavlja još jednu važnu operativnu razmatranje. Tokom nanošenja, operateri često pauziraju prskanje kako bi pregledali oblik premaza, podesili parametre procesa ili ponovo pozicionirali prskalicu. Sistemi koji omogućavaju rad sa zaustavljanjem/pokretanjem bez gašenja plamena smanjuju potrošnju gorivog gasa, ograničavaju habanje pištolja za prskanje i poboljšavaju ukupnu efikasnost rada — posebno kod složenih ili velikih projekata.
Izbor gorivog gasa i operativna ograničenja
Izbor gorivog gasa direktno utiče na kompatibilnost materijala premaza, efikasnost deponovanja i operativnu fleksibilnost. Stoga ga treba posmatrati kao tehničku i logističku odluku još u ranim fazama procesa odabira sistema.
Propan se obično koristi za visokobrzinske antikorozivne premaze zbog pogodnosti za kontinuirani rad i povoljnih troškova pri visokim brzinama deponovanja. Dobro je usklađen sa velikim projektima zaštite od korozije, gde su produktivnost i konzistentnost primarni ciljevi.
Acetilen, za razliku od toga, potreban je za inženjerske premaze koji uključuju čelike, bronze i molibden, gde su neophodne više temperature plamena da bi se pravilno istopio dodatni materijal u obliku žice i postigle stabilne istopljene čestice. Iako se sistemi zasnovani na acetilenu mogu koristiti za antikorozivne premaze ako propan nije dostupan, to se obično postiže pri nižim brzinama deponovanja, što ima posledice po produktivnost.
Dostupnost goriva na lokaciji stoga postaje i tehničko ograničenje i logistički faktor, naročito na udaljenim lokacijama ili u regulisanim okruženjima, i mora biti uzeta u obzir u strategiji izbora od samog početka.
Geometrija komponenti i pristup premazivanju kod složenih oblika
Pored materijala i uslova rada, geometrija komponenti ima ključnu ulogu u određivanju kvaliteta i konzistentnosti premaza.
Jednostavne, otvorene površine omogućavaju lak pristup prskanju i ujednačeno formiranje sloja. Međutim, složeni oblici — poput prostora između cevi, iza nosača ili unutar strukturnih sklopova — uvode izazove pristupa koji direktno utiču na integritet premaza. U tim slučajevima, često su potrebna deflektujuća produženja za pištolj za prskanje kako bi se postigao odgovarajući ugao prskanja i obezbedio pravilan udar istopljenih kapljica na površinu.
Veće otvorene površine imaju koristi od konfiguracija sa raspršivačem, koje optimizuju pokrivenost i efikasnost deponovanja, dok detaljne ili uske komponente obično zahtevaju konfiguracije bez raspršivača kako bi se održala precizna kontrola nad oblikom i debljinom premaza.
Odabir sistema za metalizaciju plamenom koji je kompatibilan sa ovim opcijama konfiguracije obezbeđuje da geometrija ne postane ograničavajući faktor, omogućavajući postizanje ujednačenog kvaliteta premaza na jednostavnim i složenim komponentama.
Otpornost na habanje i keramički premazi: granični uslovi za odabir sistema metalizacije plamenom
U nekim inženjerskim primenama otpornost na habanje postaje dominantan faktor performansi, naročito tamo gde su komponente izložene abraziji, eroziji ili dugotrajnom kliznom kontaktu. U okviru ovog vodiča, ovi zahtevi se obično javljaju u projektima rekonstrukcije, funkcionalnih popravki ili produženja radnog veka, a ne u primarnim antikorozivnim primenama.
Iz perspektive odabira sistema, metalizacija plamenom ostaje relevantna za mnoge slučajeve upotrebe povezane sa habanjem, naročito tamo gde su metalni i legirani premazi dovoljni da odgovore na preovlađujući mehanizam habanja. U ovim scenarijima, podobnost sistema sa plamenom je određena manje njegovom opštom sposobnošću nanošenja, a više njegovom sposobnošću da obezbedi ponovljivu otpornost na habanje u okviru praktičnih operativnih granica.
Određeni sistemi za metalizaciju plamenom takođe omogućavaju primenu keramičkih premaza korišćenjem keramičkih šipki, što može povećati tvrdoću površine ili poboljšati otpornost na specifične režime habanja. Ova rešenja su primenljiva tamo gde su zahtevi za otpornošću na habanje povećani, ali i dalje kompatibilni sa termičkim i depozicionim karakteristikama prskanja plamenom.
Tamo gde uslovi habanja prevazilaze ove granice — kao što su slučajevi sa ekstremnom abrazijom, visokim temperaturama površine ili snažnim udarom čestica — mogu se razmotriti alternativne tehnologije termičkog prskanja. Procesi kao što su plazma prskanje, oksigorivno prskanje velikom brzinom (HVOF) ili hladno prskanje omogućavaju upotrebu naprednih keramičkih i karbidnih materijala, ali zahtevaju drugačiju opremu, drugačiju kontrolu procesa i drugačije opravdanje troškova. Njihov izbor predstavlja promenu tehnologije, a ne postepeno unapređenje metalizacije plamenom.
Za inženjere i nabavne timove, ključno razmatranje nije da li postoje premazi otporni na habanje, već da li se mehanizam habanja može efikasno riješiti unutar operativnog opsega sistema za metalizaciju plamenom. Kada je to slučaj, metalizacija plamenom nudi uravnoteženo rješenje u smislu performansi, operativne fleksibilnosti i troškova. Kada nije, prelazak na alternativne procese toplotnog raspršivanja postaje opravdana i promišljena inženjerska odluka.
Integrisanje kriterija odabira u koherentnu strategiju sistema
Odabir sistema za metalizaciju plamenom zahtijeva uravnoteženje više kriterija:
- Kompatibilnost materijala za premaz i materijala dodatka
- Potrebna brzina nanošenja i debljina premaza
- Tolerancija supstrata na toplotni unos
- Dostupnost gorivog gasa
- Operativno okruženje i mobilnost
- Geometrija komponente i pristup površini
Nijedan sistem raspršivanja ne optimizuje sve kriterije istovremeno. Ispravan odabir usklađuje mogućnosti sistema s dominantnim operativnim zahtjevom i poboljšava ukupnu stabilnost procesa.
Sistemi metalizacije plamenom – Pregled opreme zasnovan na primjeni, dostupne u Minex Group
Minex distribuira sisteme za metalizaciju plamenom dizajnirana da pokriju najčešće industrijske primene u industriji termičkog naprašivanja.
| Sistem | Najbolje odgovarajući sektor | Primene | Operativne prednosti | Tehničke karakteristike |
| MK61-FS (Sistem sa žičanom plamenom) | Proizvodnja, popravka u brodogradnji, rekonstrukcija, specijalizovano inženjerstvo | Obrada vratila i komponenti, obnavljanje površina ležajeva i zaptivača, molibden vezivni i tvrdi slojevi, raspršivanje keramičkih šipki, kalupi i delovi mlinova | Velika fleksibilnost materijala, kontrolisan toplotni unos, precizna izgradnja premaza, pogodno za slojeve otporne na habanje | Kiseonik–acetilen gorivo, maksimalni protok ~6 kg/č, dimenzije žice 1.5–4.76 mm, samostojeća ili zidno montirana kontrolna tabla |
| MK73-FS (Sistem sa žičanom plamenom) | Infrastruktura, energetika, brodogradnja, korozivna okruženja | Mostovi, offshore platforme, brodski trupovi, rezervoari, posude, velika čelična konstrukcija | Veoma visoke stope depozicije, veliki operativni domet, funkcija zaustavljanja/pokretanja poboljšava produktivnost na terenu | Kiseonik–propan gorivo, do 50 kg/č (cink) i 12.5 kg/č (aluminijum), kompatibilno sa nastavcima za devijaciju prskanja |
Smernice za nabavku i rad
Iz perspektive nabavke, ispravan izbor je sistem za prskanje koji isporučuje zahtevane performanse premaza u stvarnim uslovima rada.
- MK61-FS je odgovarajući tamo gde dominiraju inženjerske popravke, otpornost na habanje, kontrolisan toplotni unos i fleksibilnost materijala.
- MK73-FS je odgovarajući tamo gde su zaštita od korozije, visok protok i produktivnost na terenu u velikim razmerama primarni pokretači.
Ispravna usklađenost smanjuje operativni rizik i poboljšava dugoročnu isplativost.
Praktična lista za izbor i donošenje odluka
Odabir najprikladnijeg sistema za nanošenje termičkog prskanja za tvoju primenu uključuje strukturisanu procenu više faktora. Sledeća lista pruža praktičan okvir za vođenje procesa donošenja odluka i obezbeđivanje da izabrani premaz isporučuje zahtevane performanse i trajnost:
- Svrha premaza: Definišite da li je primarni cilj otpornost na habanje, otpornost na koroziju, toplotna izolacija ili elektrovodljivost.
- Materijal podloge: Identifikujte osnovni materijal — metal, keramiku ili polimer — kako biste obezbedili kompatibilnost sa izabranim postupkom nanošenja premaza.
- Priprema površine: Navedite potrebnu metodu, kao što su peskarenje, brušenje ili mašinska obrada, kako biste postigli optimalnu čvrstoću vezivanja.
- Debljina premaza: Odredite tipičnu debljinu premaza potrebnu za vašu primenu, koja se obično kreće od 0.1 do 10 mm.
- Materijal premaza: Izaberite između keramičkih, metalnih ili polimernih premaza na osnovu željenih svojstava i radnog okruženja.
- Postupak termičkog prskanja: Izaberite najprikladniji proces — plazma prskanje, HVOF, hladno prskanje ili lučno prskanje žicom — na osnovu materijala i zahteva performansi.
- Procesni parametri: Kontrolišite ključne promenljive kao što su ugao prskanja, temperatura podloge i debljina premaza radi optimizacije kvaliteta premaza.
- Troškovi i dostupnost: Uzmite u obzir troškove materijala i opreme, kao i dostupnost kvalifikovanih operatera i potrošnog materijala.
Sistematskim pristupanjem svakom od ovih kriterijuma možete sa sigurnošću odabrati rešenje za termičko naparivanje koje ispunjava vaše operativne potrebe, maksimizuje kvalitet prevlake i obezbeđuje dugoročnu pouzdanost u širokom spektru industrijskih primena.
Kada tehnička konsultacija sprečava neefikasnosti
Projekti koji uključuju kombinovane zahteve za prevlakama, složene oblike ili ograničenu dostupnost gorivnog gasa imaju koristi od rane tehničke konsultacije.
Minex podržava korisnike usklađivanjem sistema za metalizaciju plamenom sa stvarnim ograničenjima aplikacije, obezbeđujući kvalitet prevlake, otpornost na koroziju i performanse pri habanju bez nepotrebnih kompromisa.
Tehnički stručnjaci Minexa dostupni su za podršku pri izboru i konfigurisanju sistema za specifične primene metalizacije plamenom.
Često postavljana pitanja
Izbor gorivog gasa prvenstveno je određen zahtevima prema materijalu premaza i ciljevima protoka, a ne preferencijom operatera.
Propan je industrijski standard za visokoproizvodne antikorozione primene koje koriste cink ili aluminijum. Iako je temperatura njegovog plamena niža od acetilena, propan obezbeđuje visok energetski učinak po kubnom stopu, što ga čini veoma pogodnim za efikasno i ekonomično topljenje velikih količina žice sa niskom tačkom topljenja.
Acetilen, nasuprot tome, neophodan je za inženjerske i reparacione primene koje uključuju čelike, bronze i molibden. Njegov topliji, koncentrisaniji plamen potreban je da bi se u potpunosti istopile tvrđe legure, proizveli stabilni rastopljeni čestice i postigla čvrstoća prianjanja potrebna za funkcionalne premaze. Iako se acetilen može koristiti za antikorozivne radove kada propan nije dostupan, to se obično radi uz smanjene stope nanošenja.
U praksi, izbor gorivog gasa odražava da li je primarni cilj pokrivnost i produktivnost ili raznovrsnost materijala i performanse premaza.
Lučno prskanje se često bira zbog visokih stopa nanošenja na velikim površinama, ali plamena metalizacija ostaje preferirani izbor u nekoliko uobičajenih scenarija.
Plameno prskanje nudi veću kontrolu nad unosom toplote, što je ključno pri radu sa supstratima osetljivim na toplotu ili komponentama tankih zidova gde se mora izbeći deformacija. Takođe podržava širi spektar materijala za premaze, uključujući molibden i keramičke šipke, koji se ne mogu nanositi konvencionalnim lučnim prskanjem žice.
Pored toga, premazi naneseni plamenim prskanjem obično pokazuju finiju i ujednačeniju mikrostrukturu od onih proizvedenih brzim lučnim prskanjem. Kada su gustina premaza, kvalitet prianjanja ili fleksibilnost materijala važniji od maksimalne stope nanošenja, plamena metalizacija je često prikladniji izbor.
Iako sistemi za plamenu metalizaciju tehnički mogu graditi premaze debljine nekoliko milimetara, ekonomski i mehanički efikasan opseg obično je znatno niži.
Za većinu industrijskih primena, tipična funkcionalna debljina premaza kreće se između 0,1 mm i 0,5 mm. U antikorozionim primenama, debljina od 150–300 mikrona se obično smatra optimalnom ravnotežom između dugoročne zaštite i efikasnosti materijala.
U reparacijama i dimenzionalnoj obnovi mogu se nanositi deblji premazi. Međutim, kako se debljina povećava, povećavaju se i unutrašnja naprezanja. Bez pažljive kontrole čvrstoće prianjanja, unosa toplote i hlađenja supstrata, preterana debljina može dovesti do pucanja ili delaminacije. Stoga se debljina treba definisati na osnovu funkcije, a ne teorijske mogućnosti nakupljanja.
Iako neki sistemi za plamenu metalizaciju nude određeni nivo svestranosti, korišćenje jednog sistema za oba ekstrema retko je efikasno u praksi.
Sistemi visokog izlaza dizajnirani za infrastrukturalne radove – kao što je velikorazmerna primena cinka – optimizovani su za maksimalnu pokrivnost uz korišćenje većih prečnika žice. Primena iste konfiguracije na preciznim inženjerskim reparacijama obično dovodi do prekomernog prekomernog raspršivanja, smanjene kontrole i nepotrebnog otpada materijala.
Inženjerski i reparacioni radovi imaju koristi od sistema dizajniranih za manje veličine žice i finiju kontrolu toplote, što omogućava precizno nakupljanje premaza na funkcionalnim površinama. Sa operativne tačke gledišta, namenski sistemi prilagođeni svakoj vrsti primene pružaju bolje performanse i niže ukupne troškove od kompromisnog „jedan sistem za sve” pristupa.
Na terenskim antikorozionim projektima – posebno na moru ili na velikim infrastrukturnim objektima – operateri često provode značajan deo vremena na pozicioniranju, proveri debljine premaza ili savladavanju ograničenog pristupa.
Standardni sistemi zahtevaju ili držanje plamena uključenim tokom pauza, što troši gas i žicu, ili gašenje i ponovno paljenje sistema, što uvodi zastoje i ponovna podešavanja. Sistemi opremljeni stop/start funkcijom omogućavaju operaterima da trenutno zaustave prskanje bez gašenja plamena.
U praktičnom smislu, ovo može smanjiti potrošnju gorivog gasa za 15–20% i značajno smanjiti rizik od startnih defekata, gde početni mlaz prskanja nije u potpunosti atomizovan. Tokom trajanja velikih projekata, ovo ima merljiv uticaj na troškove i konzistentnost premaza.
Molibden se često koristi kao vezni sloj jer poseduje karakteristike samoprianjanja. Za razliku od većine metala koji se oslanjaju isključivo na mehaničko usidravanje stvoreno hrapavljenjem površine, molibden prolazi kroz ograničenu hemijsku interakciju sa čeličnim supstratima na povišenim temperaturama.
Ova interakcija proizvodi izuzetno visoku čvrstoću prianjanja, čineći molibden efikasnim međuslojem za naknadne premaze. U primenama gde je prianjanje ključno – kao što su tvrdi habajući premazi na glatkim ili visokootpornim supstratima – molibden efikasno deluje kao strukturni „lepak sloj“.
Pri radu na velikim udaljenostima, stabilnost pritiska postaje glavni izazov za kvalitet premaza. Padovi pritiska u gasnim i vazdušnim vodovima mogu dovesti do nestabilnosti plamena, loše atomizacije i oksidacije materijala premaza.
Održavanje konzistentnosti zahteva upotrebu regulatora visokog protoka i izdržljivih seta creva posebno namenjenih za velike udaljenosti. Jednako važan je i dizajn sistema. Sistemi za plamenu metalizaciju opremljeni komandnim konzolama sposobnim da kompenzuju kašnjenje u isporuci gasa pomažu da plamen ostane stehiometrijski na prskalici, čak i pod promenljivim uslovima na terenu.
Pravilno upravljanje ovim faktorima omogućava održavanje visokog kvaliteta premaza, čak i u zahtevnim terenskim okruženjima.