Flame Metallisation Systems


Flame metallisation systems as a strategic choice within thermal spray technology
Within the thermal spray industry, flame metallisation systems remain one of the most widely applied forms of thermal spray coating. Their continued relevance is driven by robustness, cost effectiveness, and the ability to adapt to a wide range of industrial applications. Even though flame spray technology is well established, system selection still requires careful consideration. The choice of thermal spray equipment has a direct impact on coating quality, corrosion resistance, wear resistance, coating thickness consistency, and overall performance in service.
Flame metallisation sits within a broader group of thermal spray processes, which also includes arc spray, wire arc spraying, plasma spray, cold spray, and high velocity oxy fuel (HVOF). Each process differs in heat input, process parameters, feedstock material form (wire or powder), and the coating characteristics that can be achieved.
For example, the arc spray process uses an electric arc generated between two consumable wire electrodes. The arc melts the wire feedstock, and the molten material is atomised and deposited onto the substrate. This makes arc spray a simple and cost-effective solution for coating large surfaces, but with different coating properties compared to flame spray systems.
Across the wider thermal spray technology landscape, these processes are valued for their adaptability. Thermal spray coatings can be produced from many materials, including metals, ceramics, and composite materials, allowing engineers to tailor surface properties such as corrosion resistance, wear resistance, or thermal insulation to specific operating conditions.
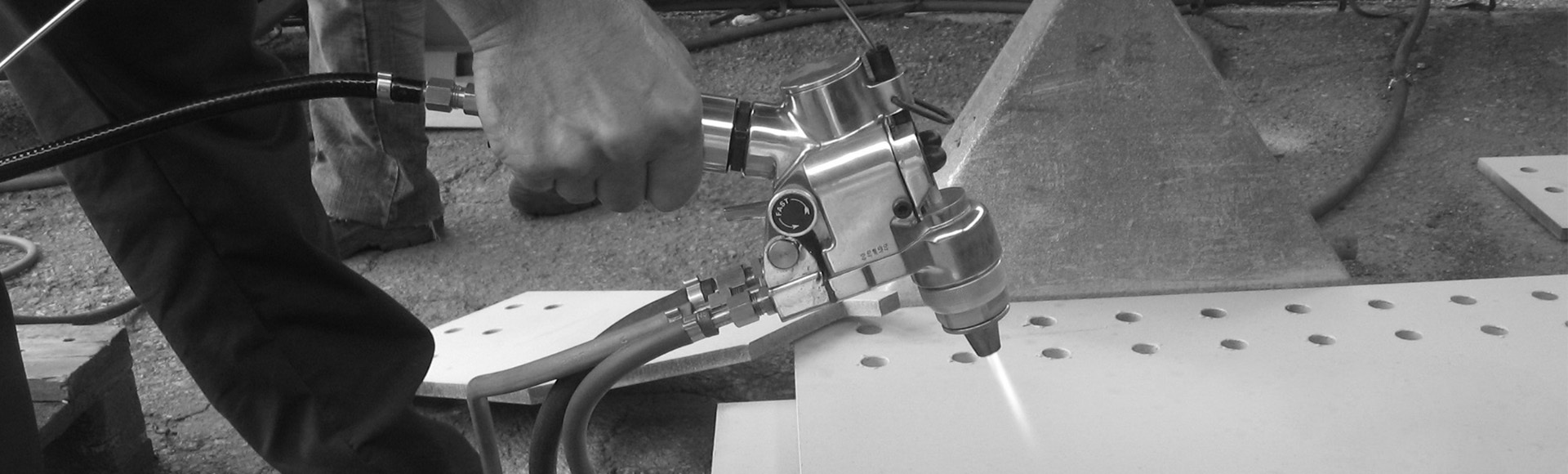
This guide focuses specifically on wire flame metallisation systems. In this spray process, metallic wire feedstock is melted in an oxy fuel flame, atomised by a gas stream—typically using compressed air—and projected toward the prepared surface as molten droplets. The coating applied forms through the rapid solidification of molten particles on the substrate. By comparison, some other thermal spray processes, such as plasma spray, operate at much higher temperatures, which significantly influences coating adhesion and microstructure.
Minex acts as an equipment distributor and technical consultancy partner, supporting customers in selecting appropriate flame spray systems and configurations based on real application requirements.
Defining the industrial objective before defining the coating process
In practical industrial use, the flame spray process must be selected based on the dominant operational objective, not simply on the availability of coating material.
Across various industries, flame metallisation applications generally fall into two distinct categories, each placing different demands on spray systems, spray gun configuration, fuel gas selection, and coating thickness control.
Anti-corrosion protection versus engineering repair and reclamation
In anti-corrosion applications, the coating process is primarily used to provide corrosion resistance and galvanic protection to steel structures operating in harsh environments. Zinc and aluminium coatings are typically selected because they act as sacrificial layers, protecting the substrate while maintaining reliable performance under aggressive atmospheric and marine conditions.
Typical applications include bridges, offshore platforms, ship hulls, tanks, vessels, fences, gates, and large structural steel components. In these projects, the key priorities are high deposition rates, uniform coating thickness, and cost effectiveness across large surface areas, where productivity and consistency directly influence project economics.
By contrast, engineering repair and reclamation applications are focused on restoring worn or damaged components to full functional condition. Common examples include shafts, bearing seats, seal surfaces, and mechanical interfaces affected by wear corrosion. These applications demand tighter control of heat input, bond strength, coating form, and surface finish, as dimensional accuracy and coating integrity are critical.
In this context, flame metallisation is applied as a functional coating process, supporting mechanical performance and service life extension, rather than serving purely as a corrosion-protection solution.
Feedstock material compatibility and coating material constraints
Once the application type is defined, feedstock material compatibility becomes a primary technical constraint in the selection of flame metallisation systems. The coating material, its melting point, and its behaviour in the spray process directly determine whether a given system can deliver consistent coating quality under real operating conditions.
For corrosion protection, zinc and aluminium wire feedstock materials are standard. These metals have melting points that are well suited to high-throughput wire flame systems, allowing efficient melting and stable deposition without material degradation. Their thermal characteristics also support reliable galvanic protection, provided the coating applied achieves the specified thickness across the surface.
Engineering repair and reclamation applications impose more demanding material requirements. Steels, bronzes, copper alloys, and molybdenum require higher flame temperatures and more precise control of the molten material during deposition. Molybdenum, in particular, is widely used either as a soft bond coat or as a hard, wear-resistant coating. Its application therefore requires acetylene-based flame systems capable of producing stable molten particles and consistent bond strength.
Some flame metallisation systems also support ceramic coatings, applied using ceramic rods rather than powder particles. These ceramic coatings are typically selected for wear resistance, thermal insulation, or specialised surface performance. Flame systems are not generally used for advanced thermal barrier coatings, which are more commonly applied using plasma spray or HVOF. However, ceramic rods remain relevant for specific flame spray applications where controlled heat input and targeted coating properties are required.
Deposition rate, heat input and coating thickness control
Deposition rate must always be evaluated in relation to heat input, coating thickness, and the thermal sensitivity of the substrate. In flame metallisation, productivity gains achieved through higher spray rates must be balanced against their impact on coating quality and component integrity.
For large infrastructure and marine projects, propane-based flame spray systems can achieve zinc deposition rates of up to 50 kg/hr, enabling rapid coating of extensive surfaces. In these applications, insufficient spray rate directly increases labour time, prolongs site occupation, and drives up overall project cost.
At the same time, higher deposition rates inevitably result in increased heat transfer to the surface. In engineering repair and reclamation applications, excessive heat can adversely affect the substrate, introduce distortion, or compromise coating quality. Lower deposition rates—typically up to 6 kg/hr—allow controlled build-up of the typical coating thickness required, while maintaining acceptable bond strength and minimising thermal distortion. Operating at lower temperatures further improves coating efficiency by reducing oxidation and other heat-related effects.
Correct system selection therefore ensures that the coating process delivers the required thickness and performance without exceeding acceptable heat input limits for the component being treated.
Surface preparation and bond strength: ensuring coating performance
Once deposition rate, heat input, and coating thickness are correctly aligned with the application, surface preparation becomes the next decisive factor in coating performance. Regardless of the flame metallisation system selected, the durability and reliability of the coating are fundamentally dependent on the bond strength achieved between the coating and the substrate.
Before the thermal spray coating process begins, the substrate surface must be thoroughly prepared. This typically involves blasting, grinding, or precision machining, depending on component geometry and service requirements. The objective is twofold: to remove contaminants that could interfere with adhesion, and to create a controlled surface profile that enables effective mechanical anchoring of the molten coating material during deposition.
A properly prepared surface directly supports consistent bond strength and reduces the risk of coating failure in service. It also allows the coating to better withstand harsh environments, thermal cycling, and mechanical loads. Factors such as spray angle, substrate temperature, and typical coating thickness during application further influence the final adhesion and integrity of the coating, making surface preparation inseparable from overall process control.
When these parameters are managed correctly, flame metallisation systems can deliver coatings that meet demanding operational requirements with predictable performance. For this reason, investment in surface preparation should be viewed not as a preparatory step, but as an integral part of achieving high-quality, long-lasting coatings in industrial applications.
Operational environment, mobility and compressed air logistics
The operational environment strongly influences the suitability of flame metallisation systems. A system that performs well technically may still be inefficient—or impractical—if it is not aligned with site conditions and workflow requirements.
In workshop environments, compressed air supply, fuel gas access, and component positioning are typically stable and well controlled. Under these conditions, system mobility and supply distance are less critical. By contrast, on large industrial sites such as shipyards, refineries, or offshore installations, operational constraints change significantly. Operators may need to work far from gas cylinders and air supplies, making extended operational reach essential. Spray systems compatible with extended supply packages allow safe and efficient operation at distances of 50–60 metres, reducing downtime and improving site logistics.
Stop/start functionality within the spray process is another important operational consideration. During application, operators frequently pause spraying to inspect coating form, adjust process parameters, or reposition the spray torch. Systems that allow stop/start operation without extinguishing the flame reduce fuel gas consumption, limit spray gun wear, and improve overall workflow efficiency—particularly on complex or large-scale projects.
Fuel gas selection and operational constraints
Fuel gas selection has a direct influence on coating material compatibility, deposition efficiency, and operational flexibility. It should therefore be considered as both a technical and logistical decision early in the system selection process.
Propane is typically used for high-speed anti-corrosion coatings due to its suitability for continuous operation and favourable cost profile at high deposition rates. It is well aligned with large-scale corrosion protection projects where productivity and consistency are primary objectives.
Acetylene, by contrast, is required for engineering coatings involving steels, bronzes, and molybdenum, where higher flame temperatures are necessary to properly melt the wire feedstock and achieve stable molten particles. While acetylene-based systems can be used for anti-corrosion coatings if propane is unavailable, this is generally achieved at lower deposition rates, with implications for productivity.
Fuel availability on site therefore becomes both a technical constraint and a logistical consideration, particularly in remote locations or regulated environments, and must be factored into the selection strategy from the outset.
Component geometry and coating access for complex shapes
Beyond materials and operating conditions, component geometry plays a critical role in determining coating quality and consistency.
Simple, open surfaces allow straightforward spray access and uniform coating build-up. However, complex shapes—such as areas between pipes, behind brackets, or within structural assemblies—introduce access challenges that directly affect coating integrity. In these cases, deflected spray torch extensions are often required to achieve the correct spray angle and ensure proper impact of molten droplets on the surface.
Larger open areas benefit from spreader configurations, which optimise coverage and deposition efficiency, while detailed or confined components typically require non-spreader setups to maintain precise control over coating form and thickness.
Selecting a flame metallisation system that is compatible with these configuration options ensures that geometry does not become a limiting factor, allowing consistent coating quality to be achieved across both simple and complex components.
Wear resistance and ceramic coatings: boundary conditions for flame metallisation system selection
In some engineering applications, wear resistance becomes the dominant performance driver, particularly where components are subject to abrasion, erosion, or sustained sliding contact. Within the scope of this guide, these requirements typically arise in reclamation, functional repair, or life-extension projects, rather than in primary anti-corrosion applications.
From a system-selection perspective, flame metallisation remains relevant for many wear-related use cases, particularly where metallic and alloy coatings are sufficient to address the prevailing wear mechanism. In these scenarios, the suitability of a flame system is defined less by general coating capability and more by its ability to deliver repeatable wear performance within practical operational limits.
Certain flame metallisation systems also allow the application of ceramic coatings using ceramic rods, which can extend surface hardness or improve resistance to specific wear modes. These solutions are applicable where wear demands are elevated but still compatible with the thermal and deposition characteristics of flame spraying.
Where wear conditions exceed these limits—such as in cases involving extreme abrasion, high surface temperatures, or severe particle impact—alternative thermal spray technologies may be evaluated. Processes such as plasma spray, high velocity oxy fuel (HVOF), or cold spray enable the use of advanced ceramic and carbide materials, but require different equipment, process control, and cost justification. Their selection represents a shift in technology, not an incremental upgrade of flame metallisation.
For engineers and procurement teams, the key consideration is therefore not whether wear-resistant coatings exist, but whether the wear mechanism can be addressed effectively within the operating envelope of a flame metallisation system. Where this is the case, flame metallisation offers a balanced solution in terms of performance, operational flexibility, and cost. Where it is not, the transition to alternative thermal spray processes becomes a justified and deliberate engineering decision.
Integrating selection criteria into a coherent system strategy
Flame metallisation system selection requires balancing several criteria:
- Coating material and feedstock material compatibility
- Required deposition rate and coating thickness
- Heat input tolerance of the substrate
- Fuel gas availability
- Operational environment and mobility
- Component geometry and surface access
No single spray system optimises all criteria simultaneously. Correct selection aligns system capabilities with the dominant operational requirement and improves overall process stability.
Flame metallisation systems – An application-driven overview of equipment available at Minex Group
Minex distributes flame metallisation systems designed to address the most common industrial applications within the thermal spray industry.
| System | Best-Fit Sector | Primary Applications | Operational Advantages | Technical Characteristics |
| MK61-FS (Wire Flame System) | Manufacturing, Marine Repair, Reclamation, Specialised Engineering | Reclaiming shafts and components, restoring bearing and seal surfaces, molybdenum bond and hard coats, ceramic rod spraying, moulds and mill components | High material flexibility, controlled heat input, precise coating build-up, suitable for wear-resistant coatings | Oxygen–acetylene fuel, max throughput ~6 kg/hr, wire sizes 1.5–4.76 mm, free-standing or wall-mounted control panel |
| MK73-FS (Wire Flame System) | Infrastructure, Energy, Marine, Corrosive Environments | Bridges, offshore platforms, ship hulls, tanks, vessels, large structural steel | Very high deposition rates, long operational reach, stop/start capability improves site productivity | Oxygen–propane fuel, up to 50 kg/hr (zinc) and 12.5 kg/hr (aluminium), compatible with deflected spray extensions |
Procurement and operational guidance
From a procurement perspective, the correct choice is the spray system that delivers the required coating performance under real operating conditions.
- MK61-FS is appropriate where engineering repair, wear resistance, controlled heat input, and material flexibility dominate.
- MK73-FS is appropriate where corrosion protection, high throughput, and large-scale site productivity are the primary drivers.
Correct alignment reduces operational risk and improves long-term cost effectiveness.
Practical selection and decision checklist
Selecting the most suitable thermal spray coating system for your application involves a structured evaluation of multiple factors. The following checklist provides a practical framework to guide your decision-making process and ensure that the chosen coating delivers the required performance and durability:
- Coating purpose: Define whether the primary goal is wear resistance, corrosion resistance, thermal insulation, or electrical conductivity.
- Substrate material: Identify the base material—metal, ceramic, or polymer—to ensure compatibility with the selected coating process.
- Surface preparation: Specify the required method, such as grit blasting, grinding, or machining, to achieve optimal bond strength.
- Coating thickness: Determine the typical coating thickness needed for your application, which generally ranges from 0.1 to 10 mm.
- Coating material: Choose between ceramic, metal, or polymer coatings based on the desired properties and application environment.
- Thermal spray process: Select the most appropriate process—plasma spray, HVOF, cold spray, or wire arc spraying—based on material and performance requirements.
- Process parameters: Control key variables such as spray angle, substrate temperature, and coating thickness to optimize coating quality.
- Cost and availability: Consider the costs of materials and equipment, as well as the availability of skilled operators and consumables.
By systematically addressing each of these criteria, you can confidently select a thermal spray coating solution that meets your operational needs, maximizes coating quality, and ensures long-term reliability across a wide range of industrial applications.
When technical consultation prevents inefficiencies
Projects involving mixed coating requirements, complex shapes, or constrained fuel gas availability benefit from early technical consultation.
Minex supports customers by aligning flame metallisation systems with real application constraints, ensuring coating quality, corrosion resistance, and wear performance without unnecessary compromise.
Minex technical experts are available to support system selection and configuration for specific flame metallisation applications.
Frequently Asked Questions
Fuel gas selection is primarily driven by coating material requirements and throughput objectives, rather than operator preference.
Propane is the industry standard for high-volume anti-corrosion applications using zinc or aluminium. While its flame temperature is lower than acetylene, propane delivers a high energy output per cubic foot, making it well suited to melting large volumes of low-melting-point wire efficiently and cost-effectively.
Acetylene, by contrast, is required for engineering and reclamation applications involving steels, bronzes, and molybdenum. Its hotter, more concentrated flame is necessary to fully melt harder alloys, produce stable molten particles, and achieve the bond strength required for functional coatings. Although acetylene can be used for anti-corrosion work when propane is unavailable, this is typically done at reduced deposition rates.
In practice, the choice of fuel gas reflects whether the primary objective is coverage and productivity or material versatility and coating performance.
Arc spray is often selected for its high deposition rates on large surfaces, but flame metallisation remains the preferred choice in several common scenarios.
Flame spray offers greater control over heat input, which is critical when working with heat-sensitive substrates or thin-walled components where distortion must be avoided. It also supports a wider range of coating materials, including molybdenum and ceramic rods, which cannot be applied using conventional wire arc spraying.
In addition, flame spray coatings typically exhibit a finer and more uniform microstructure than those produced by high-speed arc spray processes. Where coating density, bond quality, or material flexibility are more important than maximum deposition rate, flame metallisation is often the more appropriate choice.
While flame metallisation systems can technically build coatings several millimetres thick, the economically and mechanically effective range is usually much lower.
For most industrial applications, the typical functional coating thickness lies between 0.1 mm and 0.5 mm. In anti-corrosion applications, a thickness of 150–300 microns is commonly regarded as the optimal balance between long-term protection and material efficiency.
In reclamation and dimensional restoration, thicker coatings may be applied. However, as thickness increases, internal stresses also increase. Without careful control of bond strength, heat input, and substrate cooling, excessive thickness can lead to cracking or delamination. Thickness should therefore be specified based on function, not theoretical build-up capability.
While some flame metallisation systems offer a degree of versatility, using a single system for both extremes is rarely efficient in practice.
High-output systems designed for infrastructure work—such as large-scale zinc application—are optimised for maximum coverage using larger wire diameters. Applying the same configuration to precision engineering repairs typically results in excessive overspray, reduced control, and unnecessary material waste.
Engineering and reclamation work benefits from systems designed for smaller wire sizes and finer heat control, allowing accurate coating build-up on functional surfaces. From an operational standpoint, dedicated systems aligned with each application type deliver better performance and lower total cost than a compromised “one-system-for-all” approach.
In field-based anti-corrosion projects—particularly offshore or large infrastructure—operators often spend a substantial portion of their time repositioning, checking coating thickness, or navigating access constraints.
Standard systems require either keeping the flame running during pauses, which wastes gas and wire, or shutting down and re-igniting the system, which introduces downtime and recalibration. Systems equipped with stop/start functionality allow operators to pause spraying instantly without extinguishing the flame.
In practical terms, this can reduce fuel gas consumption by 15–20% and significantly lower the risk of start-up defects, where the initial spray burst is not fully atomised. Over the duration of large projects, this has a measurable impact on both cost and coating consistency.
Molybdenum is frequently used as a bond coat because it exhibits self-bonding characteristics. Unlike most metals that rely purely on mechanical anchoring created by surface roughening, molybdenum undergoes a limited chemical interaction with steel substrates at elevated temperatures.
This interaction produces exceptionally high bond strength, making molybdenum an effective intermediary layer for subsequent coatings. In applications where adhesion is critical—such as hard wear coatings on smooth or high-strength substrates—molybdenum effectively acts as a structural “glue layer”.
When operating at extended distances, pressure stability becomes the primary challenge to coating quality. Pressure drops in gas and air lines can lead to flame instability, poor atomisation, and oxidation of the coating material.
Maintaining consistency requires the use of high-flow regulators and heavy-duty hose sets specifically rated for long distances. Equally important is system design. Flame metallisation systems equipped with control consoles capable of compensating for gas delivery lag help ensure the flame remains stoichiometric at the spray torch, even under variable site conditions.
Managing these factors correctly allows high coating quality to be maintained, even in demanding field environments.