Liesmas metalizācijas sistēmas
Tehniskās konsultāciju rokasgrāmata inženieriem, iepirkumu un ekspluatācijas vadītājiem


Visā plašākajā termiskās uzsmidzināšanas tehnoloģiju jomā šie procesi tiek novērtēti to pielāgojamības dēļ. Termiskās uzsmidzināšanas pārklājumi var tikt izgatavoti no daudziem materiāliem, tostarp metāliem, keramikas un kompozītmateriāliem, ļaujot inženieriem pielāgot virsmas īpašības, piemēram, izturību pret koroziju, nodilumizturību vai siltumizolāciju, specifiskiem darba apstākļiem.
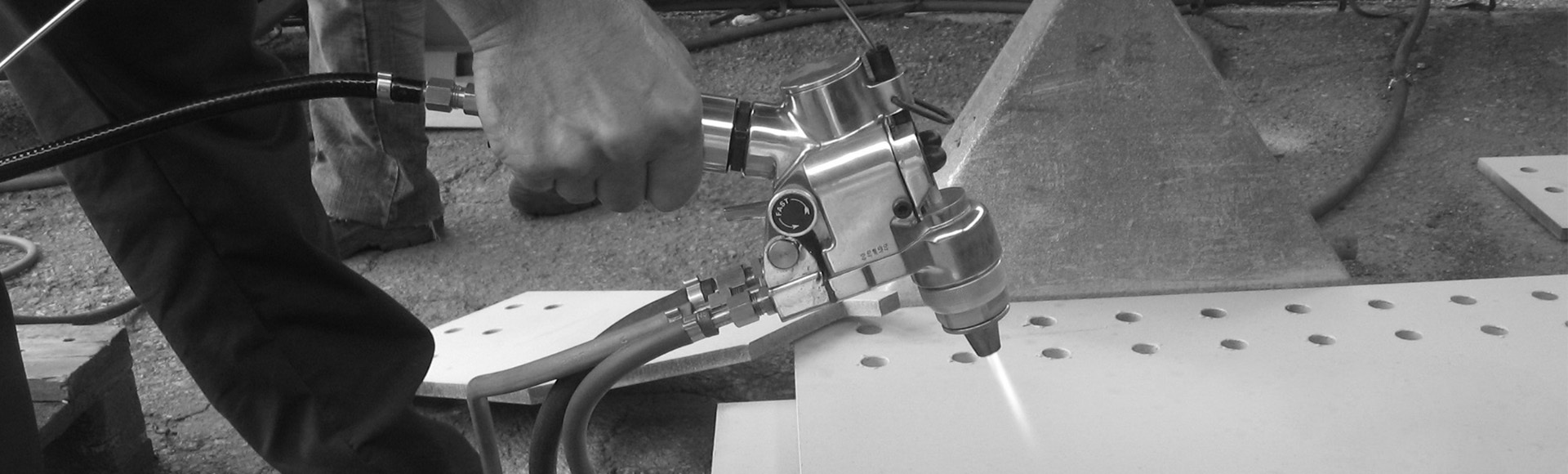
Šī rokasgrāmata koncentrējas īpaši uz stieples liesmas metalizācijas sistēmām. Šajā izsmidzināšanas procesā metāla stieples izejmateriāls tiek izkausēts oksidējošā degmaisījuma liesmā, atomizēts ar gāzes plūsmu — parasti, izmantojot saspiestu gaisu — un projicēts pret sagatavoto virsmu kā kausētu pilienu strūkla. Uzklātais pārklājums veidojas, izkausētajām daļiņām strauji sacietējot uz pamatnes. Salīdzinājumam — daži citi termiskās uzsmidzināšanas procesi, piemēram, plazmas uzsmidzināšana, darbojas daudz augstākās temperatūrās, kas būtiski ietekmē pārklājuma saķeri un mikrostruktūru.
Minex darbojas kā iekārtu izplatītājs un tehniskās konsultācijas partneris, atbalstot klientus piemērotu liesmas izsmidzināšanas sistēmu un konfigurāciju izvēlē, balstoties uz reālajām pielietojuma prasībām.
Rūpnieciskā mērķa definēšana pirms pārklāšanas procesa noteikšanas
Praktiskā rūpnieciskā lietošanā liesmas izsmidzināšanas process jāizvēlas, balstoties uz dominējošo ekspluatācijas mērķi, nevis tikai uz pārklājuma materiāla pieejamību.
Dažādās nozarēs liesmas metalizācijas pielietojumi parasti iedalās divās atšķirīgās kategorijās, no kurām katra nosaka atšķirīgas prasības smidzināšanas sistēmām, smidzināšanas pistoles konfigurācijai, degvielas gāzes izvēlei un pārklājuma biezuma kontrolei.
Pretkorozijas aizsardzība pret inženiertehniskajiem remontiem un atjaunošanu
Pretkorozijas pielietojumos pārklājuma process galvenokārt tiek izmantots, lai nodrošinātu izturību pret koroziju un galvanisko aizsardzību tērauda konstrukcijām, kas darbojas skarbā vidē. Parasti tiek izvēlēti cinka un alumīnija pārklājumi, jo tie darbojas kā upurmateriāla slāņi, aizsargājot pamatmateriālu un nodrošinot uzticamu veiktspēju agresīvos atmosfēras un jūras apstākļos.
Tipiski pielietojumi ietver tiltus, jūras platformas, kuģu korpusus, tvertnes, traukus, žogus, vārtus un lielas tērauda konstrukciju sastāvdaļas. Šajos projektos galvenās prioritātes ir augsts nogulsnēšanās ātrums, viendabīgs pārklājuma biezums un rentabilitāte uz lielām virsmām, kur produktivitāte un konsekvence tieši ietekmē projekta ekonomiku.
Salīdzinājumā ar to inženiertehnisko remontu un atjaunošanas pielietojumi ir vērsti uz nolietotu vai bojātu komponentu atjaunošanu līdz pilnīgai funkcionālai darba kārtībai. Biežākie piemēri ir vārpstas, gultņu sēžas, blīvējuma virsmas un mehāniskās saskares zonas, kuras ietekmējusi nodiluma korozija. Šādos pielietojumos nepieciešama stingrāka siltuma ievades, saķeres stiprības, pārklājuma formas un virsmas kvalitātes kontrole, jo dimensiju precizitāte un pārklājuma integritāte ir kritiski svarīga.
Šādā kontekstā liesmas metalizēšana tiek izmantota kā funkcionāla pārklājuma process, kas nodrošina mehānisko veiktspēju un pagarina ekspluatācijas laiku, nevis kalpo vienīgi kā pretkorozijas risinājums.
Izejmateriāla savietojamība un pārklājuma materiāla ierobežojumi
Kad pielietojuma tips ir noteikts, izejmateriāla savietojamība kļūst par galveno tehnisko ierobežojumu liesmas metalizēšanas sistēmu izvēlē. Pārklājuma materiāls, tā kušanas temperatūra un uzvedība izsmidzināšanas procesā tieši nosaka, vai konkrētā sistēma spēj nodrošināt stabilu pārklājuma kvalitāti reālos ekspluatācijas apstākļos.
Korrozijas aizsardzībai par standarta stieples padeves materiāliem tiek izmantots cinks un alumīnijs. Šiem metāliem ir kušanas temperatūras, kas labi piemērotas lielas caurlaidspējas stieples liesmas sistēmām, nodrošinot efektīvu kušanu un stabilu pārklājuma veidošanos bez materiāla degradācijas. To termiskās īpašības arī nodrošina uzticamu galvanisko aizsardzību, ja vien uzklātais pārklājums sasniedz noteikto biezumu visā virsmā.
Inženiertehnisko remontu un atjaunošanas pielietojumi nosaka stingrākas prasības materiāliem. Tēraudi, bronzas, vara sakausējumi un molibdēns prasa augstāku liesmas temperatūru un precīzāku izkausētā materiāla kontroli pārklājuma veidošanās laikā. Molibdēns, jo īpaši, tiek plaši izmantots gan kā mīksta saistes kārta, gan kā ciets, nodilumizturīgs pārklājums. Tāpēc tā uzklāšanai nepieciešamas acetilēna bāzes liesmas sistēmas, kas spēj nodrošināt stabilas izkausētas daļiņas un vienmērīgu saistes stiprību.
Daži liesmas metalizācijas sistēmu modeļi atbalsta arī keramikas pārklājumus, kurus uzklāj, izmantojot keramikas stieņus, nevis pulverveida daļiņas. Šos keramikas pārklājumus parasti izvēlas nodilumizturības, siltumizolācijas vai specializētu virsmas īpašību dēļ. Liesmas sistēmas parasti netiek izmantotas progresīviem siltuma barjeras pārklājumiem, kurus biežāk uzklāj ar plazmas izsmidzināšanu vai HVOF. Tomēr keramikas stieņi saglabā nozīmi specifiskās liesmas izsmidzināšanas pielietojuma jomās, kur nepieciešams kontrolēts siltuma padeves līmenis un mērķētas pārklājuma īpašības.
Nogulsnēšanās ātrums, siltuma padeve un pārklājuma biezuma kontrole
Nogulsnēšanās ātrums vienmēr jāizvērtē attiecībā pret siltuma padevi, pārklājuma biezumu un pamatmateriāla termisko jutību. Liesmas metalizācijā produktivitātes pieaugums, kas panākts ar augstākiem izsmidzināšanas ātrumiem, ir jālīdzsvaro ar to ietekmi uz pārklājuma kvalitāti un komponenta integritāti.
Lieliem infrastruktūras un jūras projektiem propāna liesmas izsmidzināšanas sistēmas var nodrošināt cinka nogulsnēšanas ātrumu līdz pat 50 kg/h, ļaujot ātri pārklāt plašas virsmas. Šajās lietojumprogrammās nepietiekams izsmidzināšanas ātrums tieši palielina darbaspēka izmaksas, pagarina objekta aizņemtības laiku un paaugstina kopējās projekta izmaksas.
Tajā pašā laikā augstāks nogulsnēšanas ātrums neizbēgami rada lielāku siltuma pārnesi uz virsmu. Inženiertehnisko remontu un atjaunošanas lietojumos pārmērīgs karstums var negatīvi ietekmēt pamatmateriālu, radīt deformācijas vai pasliktināt pārklājuma kvalitāti. Zemāki nogulsnēšanas ātrumi — parasti līdz 6 kg/h — ļauj kontrolēt nepieciešamā tipiskā pārklājuma biezuma veidošanos, vienlaikus saglabājot pieņemamu saķeres izturību un minimizējot termisko deformāciju. Darbība zemākās temperatūrās papildus uzlabo pārklājuma efektivitāti, samazinot oksidēšanos un citus ar karstumu saistītus efektus.
Pareiza sistēmas izvēle tādējādi nodrošina, ka pārklāšanas process sasniedz nepieciešamo biezumu un veiktspēju, nepārsniedzot komponentam pieļaujamos siltuma ieejas ierobežojumus.
Virsmas sagatavošana un saķeres izturība: pārklājuma veiktspējas nodrošināšana
Tiklīdz nogulsnēšanās ātrums, siltuma padeve un pārklājuma biezums ir pareizi saskaņoti ar pielietojumu, nākamais izšķirošais faktors pārklājuma veiktspējā kļūst virsmas sagatavošana. Neatkarīgi no izvēlētās liesmas metalizācijas sistēmas, pārklājuma izturība un uzticamība būtiski ir atkarīga no saķeres izturības, kas panākta starp pārklājumu un pamatni.
Pirms termiskās izsmidzināšanas pārklājuma procesa sākšanas pamatnes virsmai jābūt rūpīgi sagatavotai. Tas parasti ietver smilšu strūklas apstrādi, slīpēšanu vai precīzu mehānisko apstrādi, atkarībā no komponenta ģeometrijas un ekspluatācijas prasībām. Mērķis ir divējāds: noņemt piesārņotājus, kas varētu traucēt adhēzijai, un izveidot kontrolētu virsmas profilu, kas nodrošina efektīvu mehānisko saķeri izkausētajam pārklājuma materiālam nogulsnēšanās laikā.
Pareizi sagatavota virsma tieši nodrošina vienmērīgu saķeres izturību un samazina pārklājuma atteices risku ekspluatācijā. Tā arī ļauj pārklājumam labāk izturēt skarbus apstākļus, termiskos ciklus un mehāniskās slodzes. Tādi faktori kā izsmidzināšanas leņķis, pamatnes temperatūra un tipiskais pārklājuma biezums pielietošanas laikā turpmāk ietekmē galīgo adhēziju un pārklājuma integritāti, padarot virsmas sagatavošanu neatraujamu no kopējās procesa kontroles.
Ja šie parametri tiek pārvaldīti pareizi, liesmas metalizācijas sistēmas var nodrošināt pārklājumus, kas atbilst stingrām ekspluatācijas prasībām ar paredzamu veiktspēju. Šī iemesla dēļ ieguldījumi virsmas sagatavošanā jāuztver nevis kā sagatavošanas posms, bet gan kā neatņemama daļa no augstas kvalitātes, ilgmūžīgu pārklājumu iegūšanas industriālajās lietojumprogrammās.
Ekspluatācijas vide, mobilitāte un saspiestā gaisa loģistika
Ekspluatācijas vide būtiski ietekmē liesmas metalizācijas sistēmu piemērotību. Sistēma, kas tehniski darbojas labi, joprojām var būt neefektīva — vai nepraktiska — ja tā nav saskaņota ar objekta apstākļiem un darba procesa prasībām.
Darbnīcu vidē saspiestā gaisa padeve, degvielas gāzes pieejamība un komponentu novietojums parasti ir stabili un labi kontrolēti. Šādos apstākļos sistēmas mobilitāte un padeves attālums ir mazāk kritiski. Savukārt plašās industriālās teritorijās, piemēram, kuģu būvētavās, rafinērijās vai jūras platformās, ekspluatācijas ierobežojumi ievērojami mainās. Operatoriem var būt nepieciešams strādāt lielā attālumā no gāzes baloniem un gaisa padeves, kas padara būtisku paplašinātu darbības rādiusu. Ar paplašinātām padeves sistēmām savietojamas smidzināšanas iekārtas nodrošina drošu un efektīvu darbību 50–60 metru attālumā, samazinot dīkstāvi un uzlabojot loģistiku objektā.
Pūšanas procesa laikā ieslēgšanas/izslēgšanas funkcionalitāte ir vēl viens būtisks ekspluatācijas faktors. Pielietošanas laikā operatori bieži pārtrauc pūšanu, lai pārbaudītu pārklājuma formu, pielāgotu procesa parametrus vai mainītu liesmas pistoles pozīciju. Sistēmas, kas ļauj veikt ieslēgšanas/izslēgšanas darbības, neizslēdzot liesmu, samazina degvielas gāzes patēriņu, ierobežo izsmidzināšanas pistoles nodilumu un uzlabo kopējo darba plūsmas efektivitāti — īpaši sarežģītos vai liela mēroga projektos.
Degvielas gāzes izvēle un ekspluatācijas ierobežojumi
Degvielas gāzes izvēlei ir tieša ietekme uz pārklājuma materiāla saderību, nogulsnēšanās efektivitāti un elastību ekspluatācijā. Tāpēc tā jāuztver gan kā tehnisks, gan loģistikas lēmums jau agrīnā sistēmas izvēles posmā.
Propāns parasti tiek izmantots lielā ātrumā veiktiem pretkorozijas pārklājumiem, jo tas ir piemērots nepārtrauktai darbībai un piedāvā izdevīgu izmaksu profilu pie augstām nogulsnēšanās normām. Tas ir labi piemērots liela mēroga korozijas aizsardzības projektiem, kuros galvenie mērķi ir produktivitāte un vienmērīgums.
Acetilēns, pretstatā, ir nepieciešams inženiertehniskām pārklājumu aplikācijām uz tēraudiem, bronzēm un molibdēna, kur nepieciešamas augstākas liesmas temperatūras, lai pareizi izkausētu stieples padeves materiālu un nodrošinātu stabilas kausētas daļiņas. Lai gan acetilēna sistēmas var izmantot arī pret-korozijas pārklājumiem, ja propāns nav pieejams, tas parasti tiek panākts ar zemāku nogulsnēšanas ātrumu, ietekmējot produktivitāti.
Tāpēc degvielas pieejamība objektā kļūst gan par tehnisku ierobežojumu, gan par loģistikas apsvērumu, īpaši attālos apgabalos vai regulētās vidēs, un tā jāņem vērā jau no atlases stratēģijas sākuma.
Komponentu ģeometrija un piekļuve pārklāšanai sarežģītām formām
Pārsniedzot materiālus un ekspluatācijas apstākļus, komponentu ģeometrija spēlē kritisku lomu, nosakot pārklājuma kvalitāti un viendabīgumu.
Vienkāršas, atklātas virsmas nodrošina tiešu piekļuvi izsmidzināšanai un vienmērīgu pārklājuma veidošanos. Tomēr sarežģītas formas — piemēram, zonas starp caurulēm, aiz kronšteiniem vai konstrukciju mezglos — ievieš piekļuves izaicinājumus, kas tieši ietekmē pārklājuma integritāti. Šādos gadījumos bieži nepieciešami novirzīti izsmidzināšanas degļa pagarinājumi, lai nodrošinātu pareizu izsmidzināšanas leņķi un pareizu kausēto pilienu triecienu pret virsmu.
Lielākām atvērtām zonām ir priekšrocība, izmantojot izkliedētāja konfigurācijas, kas optimizē pārklājuma zonu un nogulsnēšanās efektivitāti, savukārt detalizētiem vai šauriem komponentiem parasti nepieciešamas konfigurācijas bez izkliedētāja, lai saglabātu precīzu kontroli pār pārklājuma formu un biezumu.
Izvēloties liesmas metalizācijas sistēmu, kas ir savietojama ar šīm konfigurācijas iespējām, tiek nodrošināts, ka ģeometrija nekļūst par ierobežojošu faktoru, ļaujot sasniegt vienmērīgu pārklājuma kvalitāti gan vienkāršiem, gan sarežģītiem komponentiem.
Nodilumizturība un keramikas pārklājumi: robežnosacījumi liesmas metalizācijas sistēmu izvēlei
Dažās inženiertehniskās lietojumprogrammās nodilumizturība kļūst par galveno veiktspējas faktoru, īpaši situācijās, kad komponenti ir pakļauti abrazijai, erozijai vai ilgstošam slīdošam kontaktam. Šī ceļveža kontekstā šīs prasības parasti rodas atjaunošanas, funkcionālo remontu vai ekspluatācijas laika pagarināšanas projektos, nevis primārās pretkorozijas lietojumprogrammās.
No sistēmas izvēles viedokļa liesmas metalizācija joprojām ir aktuāla daudzos ar nodilumu saistītos pielietojumos, īpaši tad, ja metāliskie un sakausējuma pārklājumi ir pietiekami, lai risinātu dominējošo nodiluma mehānismu. Šādos gadījumos liesmas sistēmas piemērotību mazāk nosaka vispārējās pārklājuma spējas un vairāk tās spēja nodrošināt atkārtojamu nodiluma veiktspēju praktiskās ekspluatācijas robežās.
Noteikti liesmas metalizācijas sistēmas ļauj arī keramisko pārklājumu uzklāšanu, izmantojot keramikas stieņus, kas var palielināt virsmas cietību vai uzlabot izturību pret noteiktiem nodiluma veidiem. Šie risinājumi ir piemērojami gadījumos, kad nodiluma prasības ir paaugstinātas, bet joprojām saderīgas ar liesmas izsmidzināšanas termiskajām un nogulsnēšanās īpašībām.
Gadījumos, kad nodiluma apstākļi pārsniedz šīs robežas — piemēram, situācijās ar ekstremālu abraziju, augstām virsmas temperatūrām vai spēcīgu daļiņu triecienu — var tikt izvērtētas alternatīvas termiskās izsmidzināšanas tehnoloģijas. Tādi procesi kā plazmas izsmidzināšana, augstās ātruma oksidēšanas liesmas procesa (HVOF) vai aukstā izsmidzināšana ļauj izmantot progresīvus keramikas un karbīdu materiālus, taču tiem ir nepieciešams atšķirīgs aprīkojums, procesa kontrole un izmaksu pamatojums. To izvēle nozīmē tehnoloģijas maiņu, nevis pakāpenisku liesmas metalizācijas uzlabojumu.
Inženieriem un iepirkumu komandām galvenais apsvērums nav tas, vai nodilumizturīgi pārklājumi pastāv, bet gan tas, vai nodiluma mehānismu var efektīvi novērst liesmas metalizācijas sistēmas darbības diapazonā. Ja tas ir iespējams, liesmas metalizācija piedāvā sabalansētu risinājumu attiecībā uz veiktspēju, ekspluatācijas elastību un izmaksām. Ja tas nav iespējams, pāreja uz alternatīvām termiskās izsmidzināšanas tehnoloģijām kļūst par pamatotu un apzinātu inženiertehnisku lēmumu.
Atlases kritēriju integrēšana vienotā sistēmas stratēģijā
Liesmas metalizācijas sistēmas izvēlei nepieciešams līdzsvarot vairākus kritērijus:
- Pārklājuma materiāla un uzpildmateriāla savietojamība
- Nepieciešamais nogulsnēšanas ātrums un pārklājuma biezums
- Pamata materiāla siltuma slodzes tolerance
- Degvielas gāzes pieejamība
- Ekspluatācijas vide un mobilitāte
- Komponenta ģeometrija un piekļuve virsmai
Neviens izsmidzināšanas sistēmas veids vienlaicīgi neoptimizē visus kritērijus. Pareiza izvēle saskaņo sistēmas iespējas ar dominējošo ekspluatācijas prasību un uzlabo kopējo procesa stabilitāti.
Liesmas metalizācijas sistēmas – Lietojumos balstīts Minex Group pieejamā aprīkojuma pārskats
Minex izplata liesmas metalizācijas sistēmas, kas ir izstrādātas, lai apmierinātu visbiežāk sastopamās rūpnieciskās pielietošanas vajadzības termiskās uzsmidzināšanas nozarē.
| Sistēma | Optimāli piemērojamais sektors | Pamativienojumi | Darbības priekšrocības | Tehniskās īpašības |
| MK61-FS (Stieples liesmas sistēma) | Ražošana, jūras remonts, atjaunošana, specializētā inženierija | Vārpstu un komponentu atjaunošana, gultņu un blīvējumu virsmu atjaunošana, molibdēna saistes un cietie slāņi, keramikas stieņu izsmidzināšana, presformu un dzirnavu komponenti | Augsta materiālu elastība, kontrolēts siltuma pievads, precīza pārklājuma veidošana, piemērota nodilumizturīgiem pārklājumiem | Skābekļa–acetilēna kurināmais, maksimālā caurlaidība ~6 kg/h, stieples diametri 1.5–4.76 mm, brīvi stāvošs vai pie sienas stiprināms vadības panelis |
| MK73-FS (Stieples liesmas sistēma) | Infrastruktūra, enerģētika, jūras nozare, korozīvas vides | Tilti, jūras platformas, kuģu korpusi, tvertnes, kuģi, liela izmēra tērauda konstrukcijas | Ļoti augsts nogulsnēšanās ātrums, liels darba diapazons, start/stop funkcija uzlabo darba ražīgumu objektā | Skābekļa–propāna kurināmais, līdz 50 kg/h (cinks) un 12.5 kg/h (alumīnijs), savietojams ar novirzītām izsmidzināšanas pagarinājuma sprauslām |
Iepirkumu un darbības vadlīnijas
No iepirkumu viedokļa pareizā izvēle ir tā izsmidzināšanas sistēma, kas nodrošina nepieciešamo pārklājuma veiktspēju reālos ekspluatācijas apstākļos.
- MK61-FS ir piemērota gadījumos, kad dominē inženiertehniskie remontdarbi, nodilumizturība, kontrolēts siltuma pievads un materiālu elastība.
- MK73-FS ir piemērota gadījumos, kad galvenie faktori ir aizsardzība pret koroziju, augsta caurlaidspēja un liela mēroga darba ražīgums objektā.
Pareiza saskaņošana samazina darbības risku un uzlabo ilgtermiņa izmaksu efektivitāti.
Praktiska atlases un lēmumu pieņemšanas kontrolsaraksts
Vispiemērotākās termiskās izsmidzināšanas pārklājuma sistēmas izvēle jūsu lietojumam ietver strukturētu vairāku faktoru novērtējumu. Tālāk norādītais kontrolsaraksts nodrošina praktisku ietvaru, kas palīdzēs lēmumu pieņemšanas procesā un nodrošinās, ka izvēlētais pārklājums sniedz nepieciešamo veiktspēju un izturību:
- Pārklājuma mērķis: Nosaki, vai primārais mērķis ir nodilumizturība, izturība pret koroziju, siltumizolācija vai elektriskā vadītspēja.
- Pamatmateriāls: Identificē pamatmateriālu — metālu, keramiku vai polimēru — lai nodrošinātu saderību ar izvēlēto pārklājuma procesu.
- Virsmas sagatavošana: Norādi nepieciešamo metodi, piemēram, abrazīvo strūklu, slīpēšanu vai mehānisku apstrādi, lai nodrošinātu optimālu saķeres izturību.
- Pārklājuma biezums: Nosaki tipisko pārklājuma biezumu, kas nepieciešams jūsu pielietojumam, parasti robežās no 0.1 līdz 10 mm.
- Pārklājuma materiāls: Izvēlies starp keramikas, metāla vai polimēru pārklājumiem, balstoties uz vēlamajām īpašībām un pielietošanas vidi.
- Termiskās uzsmidzināšanas process: Izvēlies piemērotāko procesu — plazmas uzsmidzināšanu, HVOF, auksto uzsmidzināšanu vai stieples loka uzsmidzināšanu — atbilstoši materiāla un veiktspējas prasībām.
- Procesa parametri: Kontrolē galvenos mainīgos, piemēram, uzsmidzināšanas leņķi, pamatnes temperatūru un pārklājuma biezumu, lai optimizētu pārklājuma kvalitāti.
- Izmaksas un pieejamība: Ņem vērā materiālu un aprīkojuma izmaksas, kā arī kvalificētu operatoru un patēriņmateriālu pieejamību.
Sistemātiski izvērtējot katru no šiem kritērijiem, jūs varēsiet droši izvēlēties termiskās pārklāšanas risinājumu, kas atbilst jūsu ekspluatācijas prasībām, nodrošina maksimālu pārklājuma kvalitāti un ilgtermiņa uzticamību plašā industriālo pielietojumu klāstā.
Kad tehniskās konsultācijas novērš neefektivitāti
Projekti, kuros ir dažādas pārklājuma prasības, sarežģītas formas vai ierobežota degšanas gāzes pieejamība, gūst labumu no savlaicīgas tehniskās konsultēšanas.
Minex atbalsta klientus, pielāgojot liesmas metalizācijas sistēmas reālajiem pielietojuma ierobežojumiem, nodrošinot pārklājuma kvalitāti, izturību pret koroziju un nodilumizturību bez nevajadzīgiem kompromisiem.
Minex tehniskie eksperti ir pieejami, lai palīdzētu sistēmu izvēlē un konfigurēšanā konkrētām liesmas metalizācijas pielietojuma vajadzībām.
Bieži uzdotie jautājumi
Degvielas gāzes izvēli galvenokārt nosaka pārklājuma materiāla prasības un caurlaidības mērķi, nevis operatora izvēle.
Propāns ir nozares standarts lielapjoma pretkorozijas pielietojumiem ar cinku vai alumīniju. Lai gan tā liesmas temperatūra ir zemāka nekā acetilēnam, propāns nodrošina lielu enerģijas izlaidi uz kubikpēdu, padarot to labi piemērotu lielu zemas kušanas temperatūras stieples apjomu kausēšanai efektīvi un ekonomiski.
Acetilēns, savukārt, ir nepieciešams inženiertehniskiem un atjaunošanas pielietojumiem, kuros iesaistīti tēraudi, bronzas un molibdēns. Tā karstākā, koncentrētākā liesma ir nepieciešama, lai pilnībā izkausētu cietākas sakausējumu grupas, radītu stabilas kausētas daļiņas un sasniegtu funkcionālajiem pārklājumiem nepieciešamo saķeres izturību. Lai gan acetilēnu var izmantot pretkorozijas darbos, ja propāns nav pieejams, tas parasti tiek darīts ar samazinātu nogulsnēšanās ātrumu.
Praksē degvielas gāzes izvēle atspoguļo to, vai galvenais mērķis ir pārklājuma laukums un produktivitāte vai materiālu daudzveidība un pārklājuma veiktspēja.
Loka izsmidzināšanu bieži izvēlas tās augstā nogulsnēšanās ātruma dēļ lielām virsmām, taču liesmas metalizācija joprojām ir vēlamā izvēle vairākās bieži sastopamās situācijās.
Liesmas izsmidzināšana nodrošina labāku siltuma ieejas kontroli, kas ir kritiski svarīgi, strādājot ar siltumjutīgiem pamatmateriāliem vai plānsienu komponentiem, kuros jānoregulē deformācijas risks. Tā arī atbalsta plašāku pārklājuma materiālu klāstu, tostarp molibdēna un keramikas stieņus, kurus nevar uzklāt ar parasto stieples loka izsmidzināšanu.
Turklāt liesmas izsmidzināšanas pārklājumiem parasti ir smalkāka un vienmērīgāka mikrostruktūra nekā pārklājumiem, kas iegūti ar ātrgaitas loka izsmidzināšanas procesiem. Situācijās, kur pārklājuma blīvums, saķeres kvalitāte vai materiāla elastība ir svarīgāka nekā maksimālais nogulsnēšanās ātrums, liesmas metalizācija bieži ir piemērotākā izvēle.
Lai gan liesmas metalizācijas sistēmas tehniski var veidot vairākus milimetrus biezus pārklājumus, ekonomiski un mehāniski efektīvais diapazons parasti ir ievērojami mazāks.
Lielākajā daļā rūpniecisko pielietojumu tipiska funkcionālā pārklājuma biezuma vērtība ir no 0,1 mm līdz 0,5 mm. Pretkorozijas pielietojumos par optimālu tiek uzskatīts 150–300 mikronu biezums, kas nodrošina labāko ilgtermiņa aizsardzības un materiāla patēriņa līdzsvaru.
Atjaunošanas un dimensiju atgūšanas procesos var tikt uzklāti biezāki pārklājumi. Tomēr, biezumam palielinoties, palielinās arī iekšējie spriegumi. Bez rūpīgas saķeres izturības, siltuma ieejas un pamatmateriāla dzesēšanas kontroles pārmērīgs biezums var izraisīt plaisāšanu vai atslāņošanos. Tāpēc biezums jānosaka, pamatojoties uz funkciju, nevis teorētiski iespējamo uzkrāšanas spēju.
Lai gan dažas liesmas metalizācijas sistēmas piedāvā zināmu daudzpusību, viena sistēma reti ir efektīva abos galējos pielietojumu segmentos.
Lieljaudas sistēmas, kas paredzētas infrastruktūras darbiem – piemēram, liela mēroga cinka uzklāšanai – ir optimizētas maksimālai pārklājuma produktivitātei, izmantojot lielāka diametra stiepli. Šādas konfigurācijas izmantošana precīzijas inženiertehniskos remontos parasti rada pārmērīgu pārsmidzinājumu, samazinātu kontroli un lieku materiāla patēriņu.
Inženiertehniskajiem un atjaunošanas darbiem nepieciešamas sistēmas, kas paredzētas mazāka diametra stieplei un smalkākai siltuma kontrolei, nodrošinot precīzu pārklājuma veidošanu funkcionālām virsmām. No ekspluatācijas viedokļa īpaši pielāgotas sistēmas katra veida pielietojumam nodrošina labāku veiktspēju un zemākas kopējās izmaksas nekā kompromisa pieeja ar “vienu sistēmu visam”.
Lauka apstākļos veiktos pretkorozijas projektos – īpaši jūras objektos vai lielās infrastruktūrās – operatori bieži pavada ievērojamu darba daļu, pārvietojoties, pārbaudot pārklājuma biezumu vai strādājot ierobežotas piekļuves apstākļos.
Standarta sistēmās liesma jātur degot paužu laikā, kas izraisa gāzes un stieples izšķērdēšanu, vai arī jānodzēš un jāatkārtoti aizdedzina sistēma, kas rada dīkstāvi un nepieciešamību veikt atkārtotu regulēšanu. Sistēmas ar stop/start funkciju ļauj operatoriem uzreiz apturēt izsmidzināšanu, neizslēdzot liesmu.
Praktiski tas var samazināt degvielas gāzes patēriņu par 15–20% un ievērojami mazināt starta defektu risku, kas rodas brīdī, kad sākotnējais izsmidzinājums nav pilnībā atomizēts. Lielu projektu gaitā tas būtiski ietekmē gan izmaksas, gan pārklājuma vienmērību.
Molibdēnu bieži izmanto kā saķeres starpkārtu, jo tas piemīt pašsaķeres īpašības. Atšķirībā no lielākās daļas metālu, kas paļaujas tikai uz mehānisko noenkurošanos, ko rada virsmas rupjošana, molibdēns paaugstinātā temperatūrā ar tērauda pamatmateriāliem veido ierobežotu ķīmisko mijiedarbību.
Šī mijiedarbība nodrošina izcilu saķeres izturību, padarot molibdēnu par efektīvu starpkārtu turpmākajiem pārklājumiem. Pielietojumos, kuros saķerei ir kritiska nozīme – piemēram, nodilumizturīgiem pārklājumiem uz gludām vai augstas izturības virsmām – molibdēns efektīvi darbojas kā strukturāls “līmes slānis”.
Strādājot lielos attālumos, galvenais izaicinājums pārklājuma kvalitātei ir spiediena stabilitāte. Spiediena kritums gāzes un gaisa līnijās var izraisīt liesmas nestabilitāti, sliktu atomizāciju un pārklājuma materiāla oksidēšanos.
Lai nodrošinātu stabilitāti, nepieciešams izmantot liela plūsmas ātruma reduktorus un smagslodzes šļūteņu komplektus, kas īpaši paredzēti lieliem attālumiem. Ne mazāk svarīgs ir sistēmas dizains. Liesmas metalizācijas sistēmas ar vadības konsolēm, kas spēj kompensēt gāzes padeves kavēšanos, palīdz nodrošināt, ka liesma pie izsmidzināšanas pistoles saglabājas stehiometriska pat mainīgos darba apstākļos.
Pareizi pārvaldīti, šie faktori ļauj saglabāt augstu pārklājuma kvalitāti pat sarežģītos lauka apstākļos.