Termično brizganje metalizacije – varna rešitev za popravilo protikorozijske zaščite karoserij in komponent avtomobilov
02.08.2016

Karoserije so nagnjene k manjšim poškodbam sistema protikorozijske zaščite tako med proizvodnim procesom kot med manipulacijo in montažnimi operacijami. Termična pršna metalizacija je hitra, varna in ekonomična rešitev za odpravljanje teh napak.
Tipične situacije, ki zahtevajo popravila pred nanosom barve
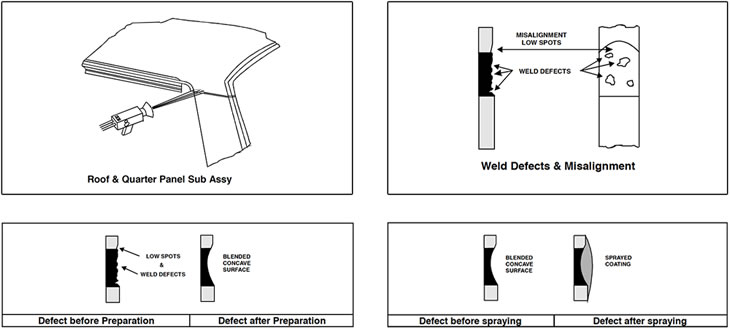
Strehe avtomobilov in zgornji deli karoserije - napake pri varjenju in poravnavi
Ti podsestavi nastanejo z ročnim varjenjem povezav med njimi. Varjeno območje se popravlja z brušenjem. Iz tega razloga določeni deli površine kažejo nepravilnosti, ki jih je treba popraviti.
Vrata in spodnji deli karoserij avtomobilov
Vrata in sosednji karoserijski elementi so zaradi tanke pločevine, iz katere so izdelani, v montažnem procesu razmeroma ranljivi. Poškodbe teh komponent zaradi zaporednega stiskanja in ravnanja so neizogibne, zato je njihova sanacija neizbežna.
Najpogostejše vrste napak se nanašajo na:
- neželeno deformacijo površine zaradi pregrevanja;
- pojav razpok na površini kot posledica udarca;
- manjše prelome, ki jih povzroča pomanjkanje elastičnosti materiala na določenih točkah;
- pomanjkanje enakomernosti na spojih, kar še posebej povzroča težave pri zapiranju vrat.
Klasične metode popravil
Kjer je mogoče, se za popravilo teh napak običajno uporabljajo ročne varilne tehnike. Ta metoda, v zadnjih letih že standardizirana, se je izkazala za razmeroma zadovoljivo, čeprav je draga glede na vključeno delovno silo, potreben čas in pomanjkanje avtomatizacije, ki postaja vse bolj pereča potreba.
Pomanjkljivosti, ki se lahko pojavijo po procesu barvanja
Nepravilnosti, ki jih povzroča klasični varilni postopek, uporabljen predvsem za izravnavo površine, lahko ustvarijo sekundarne učinke vnosa plinov na površinski ravni, kar sčasoma vodi do pojava hrapavosti na površini.
Metoda termične pršne metalizacije
Specifičen postopek zahteva:
- pripravo površine s peskanjem – SB 750;
- nanos cinka ali aluminija z metalizacijskim postopkom;
- glajenje nanosa za izravnavo površine;
- zagotavljanje, da je obdelana površina vrnjena v želeno območje trdote, pravilno očiščena, ustrezno posušena in popolnoma pripravljena za nadaljnje operacije barvanja.